






心血管支架市場的增長要求激光加工技術的提高
激光加工技術的提高,有助于支架制造商迎接大量生產的挑戰。支架支柱厚度通常小于70微米,因研究發現了減小厚度的支架的優點,薄支柱的需求越來越大。為了滿足這些嚴格的要求,精確的激光切割技術是必不可少的。微制造雜志最近的一篇文章討論了如何用先進的運動技術幫助支架制造商回答這些關鍵行業的很多需求。
為了滿足對越來越小的支架支撐的需求,激光工作站的運動部件,控制器(軟件),以及激光器本身必須具有前所未有的精度。VascuLathe ®圓柱形激光加工系統是一種滿足支架制造應用的苛刻要求的革命性的創新,它全集成的運動系統采用高性能直接驅動線性和旋轉運動技術,且配備自動化物料輸送功能和濕切割作業功能。
集成的直線和旋轉運動設計與基本部件配置的系統相比,具有更高剛性和較小運動質量,使得總體動態剛度更高。由此產生的增加的帶寬與傳統的組件級的制造方法相比,生產能力提高了2至5倍,同時仍嚴格保持亞微米級的幾何公差。VascuLathe ®更高的生產能力意味著使用更少的機器就能 生產出同等數量的支架,不僅大大降低總勞動力成本和而且對總房屋面積的需求也大大減小。另外,VascuLathe ®可用于在現有生產空間內滿足日益增長的生產量的需求,減少因夸大產能產生的費用。.
新生活:先進的激光加工技術是心血管支架市場增長的關鍵
冠狀動脈支架行業----一次性醫療器械發展聲勢浩大,僅僅在過去的5年前以雙位數增長,然后迅速跳入一個兩位數的衰退期,正卷土重來。 Frost&Sullivan,圣安東尼奧公司療器械市場醫研究經理Venkat拉詹說:經過2年的近乎停滯后,由于擔心安全及過度關注已得到妥善處理,1.8億美元的支架市場在2009年發布了百分之三的增值。雖然這對支架制造商是好消息,但仍然存在重大挑戰。激光加工技術將承擔起日益關鍵的角色來盡力協助他們應付這些挑戰。
競爭和創新
2000年,科迪斯(Cordis Corp)公司,邁阿密湖的強生公司,佛羅里達州和波士頓科學公司,納提克,馬薩諸塞州的公司被美國食物及藥物管理局批準為藥物洗脫支架的唯一供應商。 (售出的支架百分之九十是DES,百分之十是裸金屬)。現如今,原始設備制造商的競爭力已經倍增,與雅培血管(伊利諾伊州雅培公園,雅培實驗室的一個部門),以及美敦力公司(Medtronic Inc),克利夫蘭,與其競標美國FDA檢查的產品的利潤份額。約有10個其他公司在發展自己的血管支架。此外,在過去10年,數十名合同制造商進入該行業。
為了有效地參與日益激烈的競爭領域,OEM和合同制造商依靠不斷的技術創新,降低成本,提高質量或兩者兼而有之。據激光時代科技開發公司(伊利諾伊州沃基根)銷售開發部副總裁丹卡普Dan Capp介紹,近幾年來,激光支架切割技術的發展提高集中激光工作站,運動系統,控制器(軟件)及激光器本身。
激光工作站和激光,直線電機運動系統,直接驅動旋轉軸,激光控制電路,以及CAD / CAM和控制軟件安裝在花崗巖底座上。該支架切割操作開始用直徑范圍從0.020到0.250不等的不銹鋼,鉻鈷合金或鎳鈦管,裝卡到工作站里。由于軟件管理工件的復雜運動,激光切割進入管材料支架模式。
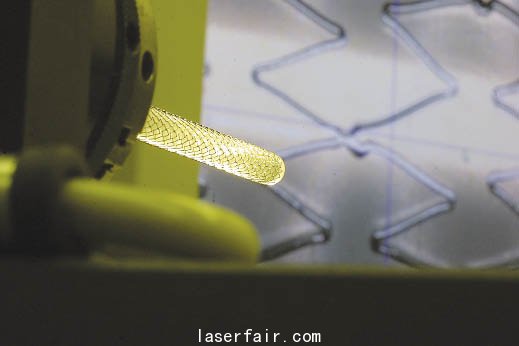
一個激光切割且張開的血管支架,經過SAES Memry光學檢測。照片由SAES Memry提供。
鎳鈦合金支架結構,用一種Raydiance 50uJ超短脈沖激光切割,顯示沒有重鑄,浮渣或其他雜物。圖片由Rofin Sinar提供。
加利福尼亞州,羅芬齊納爾公司激光制造工作站醫療器械銷售部經理圣克拉拉。斯特凡匡特說:我描述的傳統的激光切割即融化并用氧氣或惰性氣體協助高壓吹走的過程。 “今天大多數支架用管的兩軸旋轉運動切割。利用2軸運動,你的激光束將始終朝著削減管的中心線,這使得支架支撐物從側面看為V形。3軸和4軸運動也是可以使用的,舉個例子,如果你想配置的支撐物斷面有不同的角度或為了實現真正的通孔。
匡特還說,支架生產商經常問他的意見,如何使公司的生產工藝簡單,更快,更有效率。“許多激光工作站的改進是在最近幾年里漸進的,”他說。“不過,針對具體支架產品對系統元件及工作流程加以改進,可以優化客戶的制造工藝。例如,有不同的方式把支架管夾持在套管里并引導它。對于管材料,直徑公差顯示不一致的,就開發先進的管夾具。此外,用戶可以用其他材料替代我們的標準管導向材料,以減少襯套管內的摩擦。”
精密運動控制
由于支架支柱,可小至0.0025寬,精密激光切割是必要的,而且依賴于先進的運動控制技術。在過去40年里,匹斯堡的艾若泰克公司,一直在為政府,研究院所和工業應用,包括激光工作站制造運動控制和定位系統。艾若泰克先進自動化事業部經理羅恩類科夫斯基說,公司近年已經推出了兩款重點發展項目。“之一,是優化機械結構”他說。傳統的運動平臺是由許多部分組成-線性和旋轉平臺螺接在一起。

一個生物可吸收支架,直徑為80μm,支柱,用Raydiance 智能光Smart Light MD 50激光加工。圖片由Raydiance提供。
“讓我們看看,幾年前的平臺,我們發現阻礙加工速度增長的一個關鍵限制是系統剛度。”,雷科夫斯基Rekowski說。因此,艾若泰克將集成的直線和旋轉設計能力納入其VascuLathe激光運動機械,比用零件組成的系統生產能力提高2-5倍。同時仍然提供微米級動態公差。
“支架支撐大約70μm寬,而且他們可能有一個半徑為20μm的特征。”雷科夫斯基說。他說:“這種尺寸的特征,關鍵是非常精確地跟蹤零件幾何形狀,因為過沖進一個小角就會切掉支架支撐下部而減少其屈服強度。”
根據類科夫斯基介紹,艾若泰克也提高了它的運動控制軟件。“我們可以讓客戶對正在運行的零件編寫一個全局進給速率”他說。“當經過異常小的特征所在的幾何位置時,該控制器自動減慢。”例如,如果一個零件的直徑(半徑)減小,程序會自動降低進給速率,相應的,對支架長而直的部分增加進給速率。“我們的軟件現在可以直接處理所有的優化,我們把客戶應該承擔的這個開發責任刪除了。”雷科夫斯基說。
激光創新
克利夫蘭的諾曼貴族公司去年9月推出的無熱UltraLight 激光,能加工金屬和高分子材料而不產生熱影響區或燒傷的風險,提供了不斷發展的激光加工技術的最新例子。UltraLight到來的新聞使支架行業由YAG激光器到更精密光纖激光器遷移。
“當10多年前支架開始生產時,標準工具是燈光激發的波長為1064nm的 Neodium YAG激光。”羅芬齊納爾的奎特說。“但在過去幾年中,用戶已采用光纖激光作為標準,由于它的高光束質量和更高頻率。切割速度是以前所能達到速度的兩倍,導致更高的生產量。此外,可以實現更精細的切割,例如,在100μm的壁厚的材料上實現0.0006um的切割寬度。在冠狀動脈支架領域,用燈光激發YAG激光加工20μm到25μm的切縫是標準的,但用光纖激光,它可以切出具有狹窄切縫的微小支架。”
與YAGs相比,光纖激光器可高出百分之三十以上的能源效率。此外,光纖激光器通常要求每5萬小時換新燈,而YAGs每500小時需要更換,所以他們的維修需求較低。
正如YAG激光器,光纖激光器也還對支架產生熱影響區(HAZ)。“有辦法來限制進入的材料的激光熱輸入,例如,當發出脈沖激光時,你可以在加工過程中減少切割寬度或泵液體通過管道材料,”奎特說。“但是,總有一些熱影響區,這意味著一個激光切割金屬支架總是需要后續處理(化學腐蝕和電化學拋光)。”
但由于諾曼貴族的新UltraLight飛秒激光切割不產生熱影響區,不需要后處理材料,省去電解拋光,不成問題。UltraLight包括Smart Light MD 50 飛秒光纖激光器被Raydiance Inc. (加州,佩塔盧馬)介紹引入。智能光(50微焦耳/每脈沖)系統切割材料比連續波激光困難的多。這種激光將固體材料熱熔為液體,最終燒掉或變成氣體,據,Raydiance營銷總監Adam Tanous說。
子體羽狀物。正離子離開互相排斥的目標,并通過庫侖驅逐,材料是從目標區彈出。而這一切發生在一個“用飛秒光纖激光器,你提供800飛秒50微焦耳的能量”Tanous說。“你獲得非常高的峰值功率,而不是一個熱力學過渡,你有一個電子的過程。”波束在目標點電離物質,他繼續說,這條過電子,在目標上形成了等離800飛秒的脈沖時限里,在熱量可以擴散到燒蝕范圍之外引起熱損傷之前就完成了
該技術省去昂貴和費時的化學腐蝕后處理,后處理降低了制造商的支架產量,根據Tanous。此外,無熱效應,飛秒光纖激光器能加工不斷精細的支架,就增長而論,一個關鍵特點是強調是微創手術日益受到重視。
聚合物支架
其中的調查結果:
零利率支架血栓(血液凝塊的形成)為2年的患者,沒有重大不利6個月至2年心臟事件的發生,
在支架植入后2年bioabsorption恢復vasomation(對血管收縮和擴張的能力)及減少動脈斑塊的治療。
支架生產的最新進展已超過革命性的進化,根據Frost&Sullivan的拉詹。 “我認為在未來的技術飛躍可能會在6年左右,如果可生物降解的支架等待FDA的批準來到市場。有些公司現在發展他們,他們本質上來說就解散,因此沒有長期風險。”
該激光燒蝕技術的最大優勢可能是機器的生產能力。許多觀察家肯定可生物降解聚合物支架是支架行業的未來。由于熔點介于175℃和200℃之間,聚合物太脆弱了不能用于以熱為基礎的激光切割。不同于金屬支架,可能會導致血液凝塊,聚合物支架的生物可吸收性迄今被證明是沒有危險的。 2009年3月在醫學雜志上,發表了一項對由Abbott實驗室制作的生物可吸收DES的一個2年的臨床試驗結果的手術刀分解般詳細的研究報告。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

























 關注我們
關注我們

