






隨著對小型電子產品和微電子元器件需求的日益增長,紫外激光是加工微電子元器件中被普遍使用的塑料和金屬等材料的理想工具。固態激光器最新技術推動了新一代結構緊湊、全固態紫外激光器的發展,從而使之成為這個領域中更經濟有效的加工手段。
1、 紫外激光的產生[1-2]
355nm紫外激光由 1064nm Nd∶ YAG激光的三次諧波獲得 ,具體技術途徑是用二次諧波晶體腔內倍頻1064nm基波產生 532nm二次諧波, 基波和諧波再經三次諧波晶體腔內混頻產生 355nm三次諧波。
1、1簡單理論
三次諧波的產生分為兩個部分,在第一個晶體中,部分 1064nm基波輻射轉換為二次諧波(532nm);接著,在第二個晶體中,未轉換的基波輻射與二次諧波和頻產生三次諧波。在非線性晶體中混頻的方程式為:
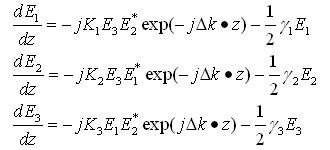
此處的 Ej項為以頻率 ωj在 z 方向上傳播的波的綜合電矢,ω3=ω1+ω2,波 j 的電場是 Ejexp(iωjt-ikjz)的實數部分,相位失配?k =k3-(k1+k2)正比于相位匹配方向上光路的偏離量?θ,γ1 項為吸收系數。對于三倍頻,有 ω2=2ω1,ω3=3ω1,K2≈2K1,K#p#分頁標題#e#3≈3K1。為了提高倍頻效率及和頻光的功率輸出,我們要盡量滿足位相匹配條件:?k =0。令參量 S 為三倍頻晶體中二次諧波功率與總功率之比:
![]()
如果以 ω 和 2ω 輸入的光子匹配為 1:1,則有 Pω+P2ω 及 S=0.67,理論上在小信號近似情況下,輸入光束都能轉換為三次諧波。
1、2實驗裝置
實驗裝置如圖 1 所示。Nd:YVO4 晶體采用 a 軸切割,摻釹濃度為1%,尺寸為
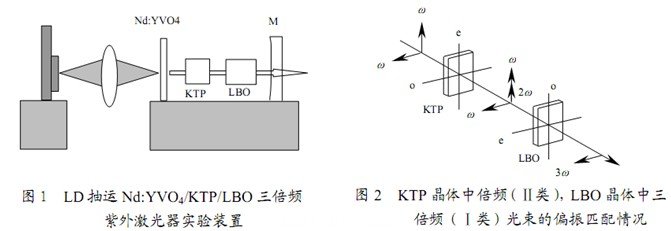
二倍頻晶體選用 KTP,θ=90°,φ=23.5°,按Ⅱ類臨界相位匹配切割,尺寸為
2、 紫外激光加工的特點[3-4]
紫外激光除了具有激光的一般特點之外,還有一些與紫外波長相應的特點,使得紫外激光在很多材料的加工中有重要應用。
2、1紫外激光加工的原理
與紅外或可見光通常靠產生集中局部的加熱使物質熔化或汽化的方式來進行加工不同,紫外加工從本質上說不是熱處理。紫外激光的波長在0.4um以下,而且大多數材料吸收紫外光比吸收紅外光更容易,高能量的紫外光子直接破壞材料表面分子中原子間的連接鍵,這種“冷”光蝕處理加工出來的部件具有光滑的邊緣和最低限度的炭化。
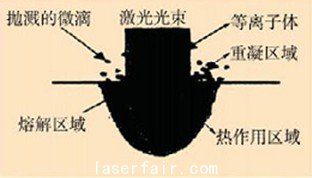
圖 3 激光與材料作用的示意圖
2、2紫外激光加工的優點:
(1)紫外激光器的波長較短能加工很小的部件。紫外激光的波長在0.4um一下,由于會聚光斑的最小直徑直接正比于光波長(#p#分頁標題#e#由于衍射) ,激光的波長越短,聚焦的能量就越集中,因此,更短波長意味著更高的空間分辨率。例如,在鉆微通道時,用CO2激光打出的最小孔極限是75um,而用355nm的紫外固體激光器可以加工成直徑小于25um的通道。
(2)許多材料(如陶瓷、 金屬、 聚合物等)對紫外波段的吸收比較大,可以加工許多紅外和可見光激光器加工不了的材料。像Cu這種金屬對紅外波段的光是高反的,用CO2激光切割它,若不進行預處理是無效的。
(3)紫外光子直接切斷材料分子中原子間的連接鍵。紅外或可見光通常靠產生集中局部的加熱使物質熔化或汽化的方式來進行加工,但這種加熱會導致周圍區域嚴重破壞 ,因而限制了邊緣強度和產生小精細特征的能力。與熱加工相比,紫外激光加工使材料發生分解而被去除,因而加工處周邊熱損傷和熱影響區小.
而且紫外激光器尤其是固體紫外激光器的結構越來越緊湊、 平均功率高、易維護、 操作簡便、 成本低、 生產率高。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

























 關注我們
關注我們

