






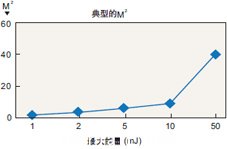
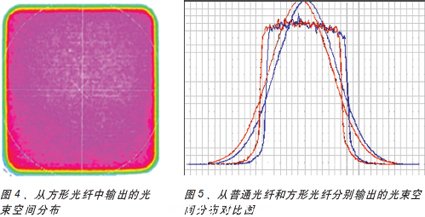
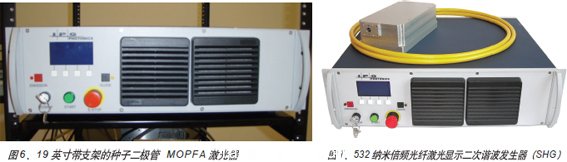
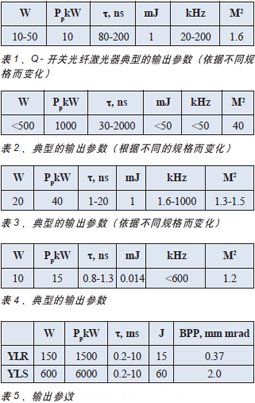
光纖激光器本質上有別于其它類型的激光器;在光纖激光器中,產生激光的激活介質實際上散布在光纖自身內部。這一特點將其與通過光纖傳導的激光器區別開來,后者只是簡單地將光束從激光諧振腔通過光纖傳輸到導光元件上。光纖激光器是目前為止公認的在所有激光器當中具有最佳聚焦性能的激光器類型。 光纖激光器奠定了它在工業激光大家族,尤其是在高功率數千瓦級產品中的地位,很顯然,早前光纖激光器的相關限制現已被充分理解,這也促成了激光器更大范圍的發展。光纖激光器一脈相承的可擴展性已經被用于將多模光纖激光器的輸出功率放大至50千瓦以上,將單模光纖激光器的功率增大到10千瓦。 圖1、Q-開關光纖激光器模塊 脈沖光纖激光器 脈沖納秒激光器是最早一種被開發出來的類型,它們在商業市場上的成功取代了很大一部分打標用的激光器。這種激光器的平均功率現在已經被擴展到高達500瓦。另一方面,對這種光纖激光技術的深入研究導致了光纖激光器能生成數納秒的更窄的脈沖寬度、更高的亮度,以及高達數兆赫的重復頻率。保偏光纖激光器現在也被開發應用于高效變頻至532納米。近來,具有更長脈沖寬度的毫秒級準連續波(QCW)激光器也被開發出來。基于對光纖激光器的深入研究發現,其優點是幾乎可應用于宏觀和微觀工業激光加工的全部范圍。 圖2、平均功率為500瓦的納秒激光器 納秒脈沖光纖激光器 通用型的激光打標機和振鏡掃描系統不斷革新,這兩者之間的功能也在互相融合,從而進一步增強了應用能力。單脈沖能量達1mJ的Q-開關光纖激光器可以在很多不同的材質上打標,包括從陶瓷到金屬合金以及低熔點聚合物。平均功率增高至50瓦,在脈沖頻率為50kHz時,單脈沖能量為1mJ,M2保持在1.6而未劣化,這些性能在雕刻應用中能快速去除金屬材料。新型的打標激光器具有小于3s的極短脈沖關斷時間,這在某些敏感材料的打標應用中改善了加工效果。重復頻率增加后達到200kHz,而脈沖周期降低到5s。有人認為,在這樣高的重復頻率下,接近脈沖區間的等離子體會導致光束對目標的非連續加工。其中一個重要的例子就是被打標的不銹鋼材料上會產生氧化層,這在肉眼下是可見的;并且,即使之后經過反復的高溫高壓處理,氧化層也無法除去。如果被打標的對象是容易出現問題的高反射材料,那么可通過遠程光纖放大器(RA)將峰值功率加倍至20千瓦來解決。 高平均功率的Q-開關光纖激光器 圖3、高功率脈沖激光器,亮度和脈沖能量的關系圖。 進一步的研發已使緊湊型500瓦平均功率的系統可提供低于100納秒的脈沖寬度。該范圍的激光器都有一個三級MOPA配置的全光纖形式。光纖尾纖連接聲光調制器(AOM)被用來控制脈沖寬度,范圍從30至2000納秒不等,在此范圍內的峰值輸出最高達1兆瓦。輸出光隔的形式是“光纖到空氣”或“光纖到加工光纖。” 高脈沖能量——高達50mJ,小于100納秒的脈沖,可在工件上達到很高的峰值功率,雖然在脈沖能量增加的時候必須做出一些妥協(見圖3)。這些激光器通過一種聲波或熱震機制,可有效地去除各種不同類型的表面膜層,這樣就能最大限度地減少對部件的熱輸入。方形光纖現在也被運用到這種激光器中,可以大大提高一些應用中的加工效率(見圖4和5)。 MOPFA激光器 脈沖光纖激光器的第二大類別就是被稱為MOPFA的種子半導體二極管主振蕩器光纖功率放大激光器,它們與Q-開關光纖激光器的區別在于:脈沖上升時間可能會更快,脈沖持續時間可能更短,脈寬多樣化,脈沖重復頻率可高達數兆赫。 依據表3所示的參數組合,可大大提高峰值功率和功率密度的能力,從而處理打標和微加工的任務。脈沖寬度可降低到10納秒以下,以實現更高的能量密度。在微加工工藝中,需要在有限的區域內精確地移除少量的材料,這種情況下就可以用這種類型的激光處理。市場需要新型高亮度短脈沖激光器,它具有優良的脈沖到脈沖的穩定性;但在開發出這種新型激光器之前,對于特定的微加工過程的唯一解決辦法往往是:成本較高的二極管泵浦固體激光器,或效率很低的閃光燈泵浦固體激光器。 倍頻綠光光纖激光器 雖然不是嚴格意義上的綠光光纖激光器(原因是其激活介質并不直接釋放532納米的激光束),此類型的光纖激光器有一些獨特的功能。激光源提供了較窄范圍的脈沖持續時間和高達600 kHz的重復頻率。單向二次諧波發生器使用了20毫米的LBO晶體。一個高速數字伺服回路采用了活性壓電式鏡面。高光譜亮度的激光源促成了高效的轉換,實現84%的轉換效率及大于20%的電光轉換效率,且具備升級到355和266納米下高功率的可行性。 連續波(CW)激光器 - 調制型 二極管泵浦的脈沖上升時間是5s,因此最小的脈沖持續時間(或時間調制)大約是10s。 使用簡單的控制技術可以在10%-100%占空比調節這些激光器,所以調制頻率高達50 kHz是可以實現的。在微切削過程中,調制可以最大程度地減少部件的熱輸入。對占空比的大范圍控制以及M2等于1.05——這兩個因素的結合有可能實現小于20微米的切縫寬度,使用傳統的光學元件即可。 準連續波(QCW)激光器 雖然連續波光纖激光器擁有實現高能量脈沖的能力,但主要是通過使用高于所需要的平均功率的方式或超長的脈沖持續時間完成,而這兩種方式都存在缺陷。近來,連續波激光器的范圍得到了拓展,開發出了具有更高峰值功率、更高脈沖能量的激光器,見表5。 這種激光器具備數焦耳脈沖能量、超長脈沖,以及能與更大直徑的光纖耦合的能力,使得生產出的焊點直徑可達0.5毫米。早期試驗表明,這些低占空比焊點在任何方面都和閃光燈泵浦固體激光器相似。 光纖激光器的改進 光纖激光器迅速發展的原因可概括如下: ● 深入的科學研究可實現增加光纖的熱負荷,而不產生任何熱衰減或光致吸收效應和受激拉曼散射(SRS)的影響,而此前這些往往被看作是光纖激光器的限制因素,現在已經僅僅針對高平均功率激光器而言了。 #p#分頁標題#e# ● 作為泵浦源,單發射極泵浦二極管相比利用半導體二極管巴條和半導體二極管堆有更為值得信賴的優勢。泵浦二極管的壽命通常大于10萬小時,在整個激光加工系統使用壽命延續期間不需要更換。高強度的老化測試則進一步提高了可靠性。 ● 增加二極管泵浦功率和提高泵浦的效率帶來更高的平均功率。 ● 由于其本身的性質,光纖在很大程度上是靠自我冷卻,因此減少了熱透鏡效應,并簡化了激光器設計。這些良性的熱因素意味著,其冷卻要求并不像其它由半導體二極管巴條和半導體二極管堆泵浦的激光器設計那般苛刻。 ● 多種光纖直徑可選和即插即用的光纖可得到各種類型的空間能量分布;小的單模高斯光纖用來切割、鉆孔,直徑較大的多模光纖用來焊接或表面處理。一臺連續波單模光纖激光器配備一根比如說50微米直徑的光纖,就可以很簡單地從切割激光器變為焊接激光器,所需要做的只是簡單地更換終端的聚焦光學元件。 ● 已獲得可傳輸高達25千瓦功率的光纖適配器。研發出的一些光纖激光功率光束開關,用于光纖到光纖的連接可多達6個通道,切換時間小于10毫秒。可為每個通道提供可見的紅色對準光束。 ● 更高速的電子元件、先進的接口、控制及網絡軟件都已被開發出來。 在微加工和打標領域中的發展 正如我們已經看到的,現在市面上有各種不同的脈沖光纖激光器,與先進的振鏡掃描儀配合使用時,可用于許多加工中如切削、鉆孔及熔覆。經證明,它能用在那些通常由高功率密度紅外激光束完成的材料去除應用中,同時適用于激光微加工技術和打標,光纖激光器具有的更高亮度意味著材料去除過程可顯著提高。這一事實加上精度不斷提高的振鏡掃描儀,意味著打標激光器如今也能執行一些以前認定為“精密微加工”的任務。雖然波長同亮度和可聚焦能力之間成正比,在某些情況下它已可實現以前只有通過532nm和355nm的激光才能得到的特征尺寸、準確度和精度。 光纖激光點焊 如我們所知,在低到中等的占空比范圍調制單發射極泵浦二極管遠比調制半導體二極管條或半導體二極管堆來得簡單。近來,由于特制泵浦半導體二極管的最新發展以及增強的脈沖能力,已開發出高亮度光纖激光器,它能產生出非常接近傳統的閃光燈泵浦激光器所發出的脈沖,如表5所示。將這個特性結合能與不同直徑的光纖匹配的特性,使此種激光器能進行低熱輸入、低占空比、與傳統的閃光燈泵浦激光器效果相同的點焊,但其具備了光纖激光器眾所周知的所有優點,比如更小的占地面積,更少的維護及10倍的電光效率。由于泵浦源的靈活性,很容易實現用于醫療設備焊接應用中的脈沖波形調整,且沒有使用傳統閃光燈類型帶來的限制。 采用高平均功率光纖激光器加工 雖然10千瓦單模激光器已經制造出來,但這種高平均功率和高亮度的結合顯然超過了當前材料加工的需求。在傳統的氣體輔助的激光切割中,需要提供輔助氣體至切割的最前端,因此存在著一種限制:能夠實現的高寬比只在一定范圍之內。 光纖激光器是目前廣泛認為亮度最高和紅外激光束聚焦性最高的激光源,加上其它一些廣為人知的光纖激光器的優勢,令其在鈑金切割應用中贏得快速增長的市場份額,在歐洲地區尤為明顯。現在人們普遍接受并認同,對于切割厚度低于8毫米的金屬材料,與CO2激光器相比,在獲得相同切割質量的情況下,相同的功率能獲得更高的切割速度,相同的切割速度只需要更小的功率。科學文獻中有一些建議指出,這些不同波長的激光在切割大于10毫米厚的鋼板過程時的表現存在著本質上的差異,顯然這些說法的真實性還有待調查,但歐洲的光纖激光設備集成商已經開始針對厚板的切割質量做實質性改善。 本文作者Tony Hoult博士來自位于美國加州Santa Clara的IPG Photonics公司

轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

























 關注我們
關注我們

