


1 激光熔覆技術(shù)
激光熔覆的試驗(yàn)研究始于20世紀(jì)70年代,1981年成功地在噴氣發(fā)動(dòng)機(jī)葉輪片上用激光涂覆鈷基合金面并顯著提高了其耐磨性。激光熔覆是材料表面改性技術(shù)的一種重要方法,它是利用高能的激光束(104-106 W/cm2)在金屬表面輻照,通過(guò)涂覆材料的迅速熔化、擴(kuò)展和迅速凝固,冷卻速度達(dá)到102-106℃/s,在基材表面熔覆一層具有特殊物理、化學(xué)或力學(xué)性能的材料,從而構(gòu)成一種新的復(fù)合材料,以彌補(bǔ)基體所缺少的高性能。
激光熔覆可以根據(jù)工件的工況要求,設(shè)計(jì)各種熔覆成分的金屬或非金屬,制備耐熱、耐蝕、耐磨、抗氧化、抗疲勞或具有光、電、磁特性的表面覆層。
在激光熔覆技術(shù)中,影響涂覆層質(zhì)量的因素除涂覆材料與基體材料外,工藝參數(shù)如保護(hù)氣體的種類和流量、粉末的流量及送粉位置、激光器的功率、粉末噴嘴直徑大小、掃描速度以及離焦量、預(yù)熱溫度等也對(duì)質(zhì)量有顯著影響。
2 應(yīng)用舉例
應(yīng)用激光熔覆技術(shù)處理模具表面,既可以是對(duì)已加工成坯的制造模具的表面改性,也可以是對(duì)經(jīng)歷了一定數(shù)量的成形后正常失效的模具的表面修復(fù),事實(shí)證明,只要正確掌握模具磨損的規(guī)律,在模具使用壽命周期內(nèi),及時(shí)進(jìn)行表面保護(hù)性處理,就能夠最大限度的延長(zhǎng)模具的使用壽命。
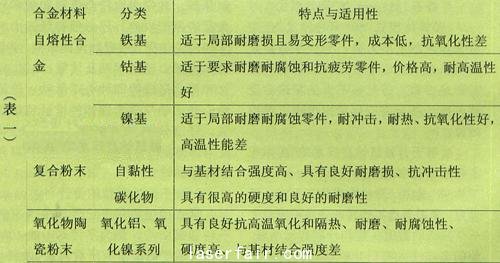
應(yīng)用激光熔覆技術(shù)關(guān)鍵在于涂覆材料的選擇、工藝方法的確定、工藝參數(shù)的選擇。熔覆材料包括自熔性合金材料、復(fù)合材料、陶瓷材料等,這些材料具有優(yōu)異的耐磨、耐腐蝕性能,并通常以粉末的形式使用。各類熔覆材料的性能特點(diǎn)見(jiàn)下表。
激光熔覆工藝方法和工藝流程:
1.合金同步法,是指采用專門的送料系統(tǒng)在激光熔覆的過(guò)程中將合金材料直接送進(jìn)激光作用區(qū),在激光的作用下基材和合金同時(shí)熔化,然后冷卻結(jié)晶形成合金熔覆層。該方法工藝過(guò)程簡(jiǎn)單,合金材料利用率高,可控性好,易于實(shí)現(xiàn)自動(dòng)化,實(shí)際生產(chǎn)中較多采用。其工藝流程為:基材表面預(yù)處理→預(yù)熱→送料激光熔化→后熱處理。
2.合金前置法,是指將待熔覆的合金材料以一定方法預(yù)先覆蓋在材料表面,然后采用激光束在合金覆蓋層表面掃描,使整個(gè)合金覆蓋層及一部分基材熔化,激光束離開(kāi)后熔化的金屬快速凝固而在基材表面形成冶金結(jié)合的合金熔覆層。其工藝流程為:基材表面預(yù)處理→預(yù)置熔覆材料→預(yù)熱→激光熔化→后熱處理。
激光熔覆的工藝參數(shù)主要有:激光功率、掃描速度、光斑面積、送粉量等。
多數(shù)模具是在條件較為惡劣的工況條件下工作,模具表面的保護(hù)處理顯得十分重要。以鍛模為例,熱鍛模一般采用5CrNiMo或5CrMnMo合金工具鋼制造,鍛模在高溫和一定載荷條件下工作,工況條件惡劣,要求模具表面需具有良好的高溫強(qiáng)度、耐熱疲勞性能及耐磨性能,采用激光熔覆表面處理技術(shù)可以實(shí)現(xiàn)要求。根據(jù)熱鍛模的實(shí)際工作情況,確定熱鍛模的表面涂覆材料為碳化物復(fù)合粉末NiCrAl/Cr3C2,工藝方法為合金同步法。具體工藝操作過(guò)程如下:
①基材熔覆表面預(yù)處理將基材表面加熱到300-450℃左右去油或用有機(jī)清洗劑去油。用噴砂處理去除基材表面的銹蝕,并使其粗毛化,利于粉末的附著。
②預(yù)熱在火爐內(nèi)加熱,使基材表面加熱到一定的溫度,適當(dāng)減少基材與熔覆層之間的溫差以減低熔覆層冷縮產(chǎn)生的應(yīng)力。
③同步送粉激光熔化為保證熔覆質(zhì)量,正確選擇激光功率、掃描速度、光斑直徑和送粉量,以保證激光光斑內(nèi)的光功率密度分布均勻,使粉末流的形狀和光斑的形狀和尺寸相匹配,嚴(yán)格控制粉末流與基材、激光束三者間的相對(duì)位置。一般功率密度為103-108W/cm 2時(shí),熔覆過(guò)程在0.1-1s內(nèi)完成。
④后熱處理采用爐內(nèi)加熱保溫,充分后隨爐冷卻,以消除熔覆層的殘余應(yīng)力。
⑤機(jī)械加工進(jìn)行機(jī)械加工并檢查表面處理質(zhì)量。
3 結(jié)論
激光熔覆處理是一種快速凝固技術(shù),可以獲得一般平衡狀態(tài)下難以獲得的優(yōu)異組織性能,它對(duì)于基材的要求無(wú)任何限制,可根據(jù)使用性能要求設(shè)計(jì)涂層的成分組成,在較為廉價(jià)的材料上制備出性能優(yōu)異具有高結(jié)合強(qiáng)度的表層,這是其它表面處理工藝所無(wú)法比擬的。然而,目前激光熔覆技術(shù)還沒(méi)有在工業(yè)生產(chǎn)中獲得大范圍的應(yīng)用,主要是由于還存在以下問(wèn)題而限制其發(fā)展。一是處理成本高,激光處理系統(tǒng)的固定資產(chǎn)及維持費(fèi)用相對(duì)于常規(guī)的堆焊、熱噴涂較高,推廣應(yīng)用激光處理技術(shù),必須在提高生產(chǎn)率、降低能耗、節(jié)約貴重材料、大幅度提高使用性能或解決了用其它方法難以解決的技術(shù)關(guān)鍵問(wèn)題的前提下才能實(shí)現(xiàn)。二是處理設(shè)備的精度與穩(wěn)定性與工業(yè)生產(chǎn)應(yīng)用的要求還有一定距離,應(yīng)用中設(shè)備的不穩(wěn)定是導(dǎo)致熔覆層存在質(zhì)量缺陷的原因之一。三是作為新技術(shù),還未有較為成熟的激光處理最佳工藝參數(shù)和涂層成分合理設(shè)計(jì)出現(xiàn),還需要進(jìn)一步探索和研究。基于同樣問(wèn)題,該技術(shù)在模具制造業(yè)上推廣自然受到限制。
盡管目前激光熔覆技術(shù)還存在一些應(yīng)用上的問(wèn)題,但隨著人們對(duì)激光理論和工藝研究的逐步深入,相信在不遠(yuǎn)的將來(lái)一定會(huì)在工業(yè)中挖掘出它的巨大潛力。
轉(zhuǎn)載請(qǐng)注明出處。

 相關(guān)文章
相關(guān)文章
 熱門資訊
熱門資訊
 精彩導(dǎo)讀
精彩導(dǎo)讀

























 關(guān)注我們
關(guān)注我們

