




柔性印刷電路 (Flexible Printed Circuits, FPC) 能夠實現采用傳統剛性電路板不可實現的多樣性設計。例如,在柔性材料上制作電路,能夠形成挑戰極限的新應用,包括各種多層功能以及太空、電信和醫療工業解決方案。
目前FPC工業的趨勢均是微型化,因為設計人員想方設法縮小電路尺寸,同時消除那些限制安裝密度的因素或是電路板上電路之間的距離。滿足這些要求通常需要任意成形,但基礎的方形電路彈性太差,無法滿足許多現代應用的要求。
這些設計需求就是挑戰,包括分割的問題或從板上卸下電路的工藝。如何才能精確切割高安裝密度的更小任意電路而不損壞元件或電路本身呢?柔性電路材料十分獨特,即使是切割期間在電路上產生的最小應力,也會造成損壞。
為了避免這種損壞,就會限制設計的多樣性。設計中必須考慮每個切口周圍的緩沖空間,這意味著切口寬度將比需要的更寬,元件的放置位置不能靠近板的邊緣或者相互靠近,成形無法與需要的一樣復雜。如果沒有關于這類問題的可行解方案,那么這些限
制就會將創新淹沒,因為無法令人滿意的分板方式將成為主要的設計考慮因素。
自動電路板切割(Routing)以及傳統機械分板方法(如模沖),會導致切割寬度較大,而且對于復雜的柔性電路來說應力過大。即使CO 2 激光切割方式也會在這一方面同樣不能令人滿意,因為此方式會產生更大的熱影響區域。
但是,在談到FPC分板切割時,已經出現了一種可迎接挑戰的技術:紫外激光切割。這種技術可以免除了機械工藝的物理應力并大幅降低CO 2 紫外線激光器的熱應力,能夠滿足上面所述的設計趨勢。探索各種因素就能揭示:為何在談到柔性電路切割時,紫外線激光切割已經成為一種選擇出現。
電路應力和切割寬度
所有柔性切割方法都會在電路板上產生一定的應力,只是在導入的應力類型以及應力影響電路的程度方面存在差異。考慮上述分板方式時,在柔性印刷電路板上可能存在兩種類型應力:機械應力或熱應力。
采用模沖或Routing等機械分板方式時,會出現機械應力。機械應力對柔性電路的影響包括:毛刺、變形和損壞電路元件。這些影響對柔性材料來說非常嚴重。例如,模沖是一種具有高沖擊力的工藝,會振動電路、損壞元件,它要求相當大的切割緩沖空間。在模沖和Routing方式下,典型的FPC切割寬度是1毫米,但這對眾多復雜的、具隨意性的柔性電路來說,這個寬度太大了。此類寬切口會導致:降低安裝密度,或者減少每塊板上的電路安裝。在柔性印刷電路正變得更小和更為緊密的時代,這就上升到技術和成本方面的問題了。
由于采用機械切割方法不能滿足柔性設計標準,因此用戶轉而使用激光切割,但是它在電路上會生產一種不同類型的影響:熱應力。熱應力影響與機械應力影響差異巨大,激光光束與電路沒有物理接觸,為此,激光切割可以更為精確地描述為激光燒蝕。熱應力產生的最常見的影響是燒焦和切口寬度不一致。但是,這些影響在采用脈沖CO2 激光系統時更常見。這些系統配有高能量密度電源且激光的波長位于更暖、吸收性更好的紅外光譜中。而紫外激光系統配有在較低能量水平操作的冷紫外線激光器,可將熱應力影響降到最低。
圖2和圖3分別顯示了采用CO 2 激光器和紫外激光器切割125μm厚的Kapton聚酰亞胺板。兩種激光源的光束大小是20μm。在此情況下,能量更高的CO 2激光器產生極燙的切口,施加到材料上面的應力造成嚴重燒焦和變形。應力產生的后果是,有效切口寬度延長到#p#分頁標題#e#120μm。雖然這一數字比機械切割方法的1 mm切口寬度窄得多,但是切口不均勻且質量不良。
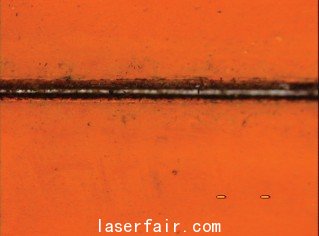
圖2、采用CO 2 激光系統切割的125μm厚Kapton®聚酰亞胺板
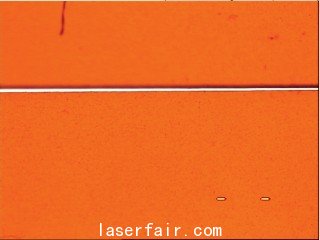
圖3、采用紫外激光系統切割的125μm厚Kapton聚酰亞胺材料
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

































 關注我們
關注我們

