




激光直接制造金屬零件技術自20世紀80年代誕生以來得到了迅猛的發展,這一發展體現在快速制造領域的各方面,如材料、工藝、設備以及相關的應用領域。與傳統的制造技術相比,激光直接制造金屬零件技術不僅可以縮短產品研發時間、降低研發成本、快速應對市場需求,另外其設計自由度寬泛以及易于與其他制造技術進行集成的特點為制造業單件、小批量、個性化生產零件提供了可能[1-3],使之成為21世紀最具有潛力的制造技術之一。
采用激光直接制造金屬零件技術制造的零件具有較高的強度、尺寸精確性、輕量性和水密性,因而該技術已經在航空航天、國防、汽車、醫療、電子等領域得到了應用[4],這些應用體現了直接由CAD數據向實體零件快速轉化的制造技術的優越性。這一技術已經不止是對鑄、鍛、焊以及電火花加工等傳統制造技術的補充,其對零件形狀以及對加工材料無限制的制造特點使之更加優于傳統技術。
問題與挑戰
隨著激光直接制造金屬零件技術在應用領域的擴展,生產制造企業越來越關注該技術產品的生產效率、產品的重現性以及可控性[5]。體現在應用研究領域則是內部缺陷和內部組織的控制、變形開裂的預防、表面質量的改善以及生產效率的提高和制造成本的降低等。這些方面已經成為制約該技術在制造領域進一步擴大應用的“瓶頸”。
一方面,在激光直接制造金屬零件過程中,激光與粉末之間發生相互作用,在材料的基體中建立了循環的、峰值較高的、冷卻速度較快的溫度場,其冷卻速度可達1×106℃/s,與鑄造過程的冷卻速度1×104℃/s相比快2個數量級,其極快的冷卻速度、超高的局域溫度場分布以及變化的激光掃描方式對成形件內應力的形成、積累甚至變形開裂具有決定性的作用。因為在成形件內部不僅有激光循環加熱形成的熱應力,也有非平衡凝固形成的組織應力,還有移動熱源作用下的熱收縮應力,這些應力共同作用,存在于成形件內部,并隨著成形過程的進行在成形件內部積累,使成形件的變形開裂控制難上加難。
另一方面,極快的冷卻速度、超高的局域溫度場分布以及變化的激光掃描方式作用下的非平衡快速凝固形核和長大過程直接決定了最終零件的組織形態、尺寸、晶體取向、晶界結構、化學成分均勻性等,也直接決定了成形件的綜合機械性能。由于過程中會發生工藝參數的變化、外部環境的不同、熔池的波動以及掃描方式的變化等,可能會在掃描層之間、掃描面之間以及掃描線之間形成未融合、卷入氣體、夾雜而形成內部缺陷,最終影響成形件的質量、力學性能和使用安全[6-7]。
目前采用激光直接制造金屬零件方法制造的成形件表面質量較為粗糙,一般不能直接使用,需要后加工來提高尺寸精度、表面質量。影響成形件尺寸精度和表面質量的因素有很多,可以概括地分為軟件因素、硬件因素以及工藝因素等。軟件因素有圖形處理軟件的影響以及工藝軟件的影響。硬件因素包括加工系統中的光源、導光系統、鋪(送)粉系統、控制系統等。工藝因素包括掃描方法、光源直徑、粉末顆粒度、搭接量等因素,因而激光加工設備的整體性是保證成形件尺寸精度以及表面質量的必要條件,是促進激光直接制造金屬零件研究與應用的工程問題[8]。
在航空航天領域的應用
有2種方法可以用于直接制造金屬零件,即區域選擇激光熔化(Selective Laser Melting,SLM)技術和近凈成形(Laser Engineered Net Shaping,LENS)技術。
它們的共同點在于:被加工材料為工程材料的粉末,成形件的致密度、力學性能達到了工業要求。差別在于SLM技術是基于粉末床的金屬零件快速制造方法,即激光與粉末材料之間的相互作用發生在粉末床上。而LENS技術的基礎是激光涂覆技術,是基于局域送粉的金屬零件快速制造方法。激光涂覆技術的目的是通過在被加工工件的表面熔覆功能層來提高工件的耐磨性、抗腐蝕能力及使用壽命。常用于零件或者模具的修復。為了實現修復、補充缺損的材料,常常進行多層加工,在此基礎上形成了激光近凈成形技術,在這一技術中,激光與粉末的相互作用發生在熔池附近。
SLM技術的優勢在于激光的運動由振鏡來完成,其反映速度快、定位準確,缺點是振鏡的轉動范圍限制了激光的掃描范圍,由此決定了SLM技術適合加工尺寸較小、形狀復雜、要求精密的零件。而LENS技術中激光通過飛行光學導光系統(CO2激光器)或者機械手(固體或者半導體激光的運動完成),適合加工尺寸較大、形狀簡單、對精密性要求不高的零件。
SLM技術已經成功應用的材料主要有不銹鋼[9]、工具鋼、熱工鋼、鈦及鈦合金[10]、鋁合金[11]、鈷鉻合金、鎳基合金等[11]工程材料,成功制造了注塑模具、壓鑄模具、生物植片、航空航天零件以及各種金屬零件的功能模型。

圖1 采用SLM技術制造的鈦合金中空結構
鈦合金為太空材料,自身具有重量輕、比強度高的特點,與實體結構相比,中空結構形狀復雜、重量輕、剛度高,是典型的“輕型制造”,因而SLM技術特別適合制造航空航天技術的零部件[12]。
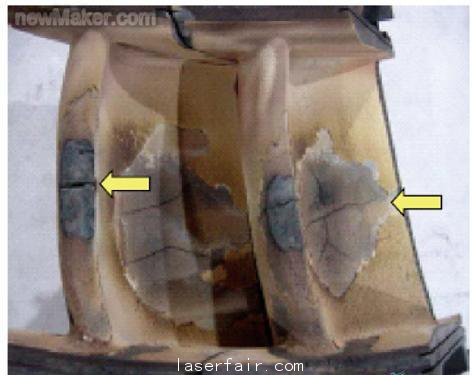
圖2 高壓渦輪葉片的失效方式
圖2是航空發動機的高壓渦輪的噴氣閥。其在工作時的主要失效形式為閥的中心部分發生較大的裂紋。
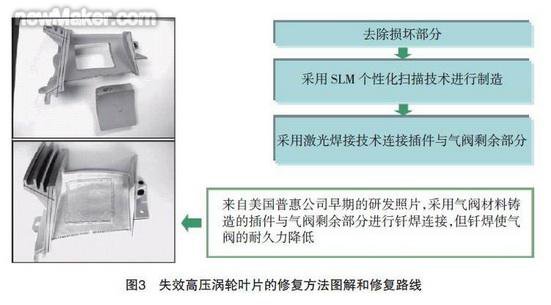
傳統的修復方式為移除損壞的閥門中心部分,然后采用粉末冶金的方法鑄造移除的閥門中心部分,再采用釬焊技術焊合鑄造插件和噴氣閥的剩余部分。這一修復工藝的缺點是鑄造閥門的中間部分需要開模,加工過程所需的時間長,另外經釬焊工藝后,噴氣閥的耐久力變差。因而提高修復后的噴氣閥的耐久力是全球航空航天領域工程技術人員努力的目標。新型的工藝是通過SLM技術制造移除的噴氣閥中間部分,在采用激光焊接技術連接SLM制造的插件和剩余的噴氣閥部分[13]。
LENS技術使用的材料主要有金屬、合金、陶瓷以及復合材料的粉末[3]。目前LENS技術較多地用于高附加值金屬航空航天零件的制造、修復及改型。例如飛機起落架、外掛架翼肋、外掛架艙壁等零件具有用量少、結構復雜等特點,一般使用鈦合金、鋁合金等高性能輕金屬,這些零件采用傳統的方法(鑄、鍛、焊、車)難以加工,或者即使可以加工,但是由于制模等過程零件加工所需的時間較長、復雜零件的加工受到限制以及我國缺乏大噸位水壓、油壓機等基礎設施的因素,限制了這些零件的快速面世[14-15]。
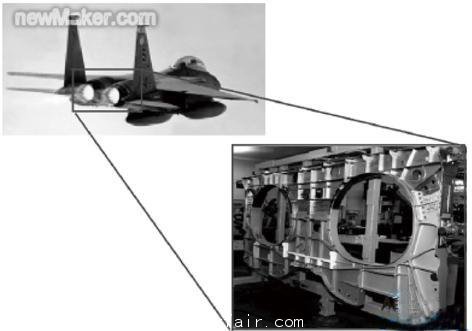
圖4 LENS技術制造的C-17戰機上的外掛架艙壁
采用LENS技術制造的C-17戰機上的鈦合金外掛架艙壁[15]見圖4。再如航空發動機渦輪轉子、壓氣機定子等元件一般采用鎳基合金或者鈦合金制造,這些零件的制造過程費時費力,制造成本也較高,一旦缺損其修復的成本也較高。而LENS技術可以用于修復傳統焊接方法無法修復的零件。

圖5 LENS技術修復的黑鷹戰機葉輪上的葉片
圖5采用LENS技術修復的黑鷹直升機發動機葉輪的葉片。修復位置為葉片的導向邊,導向邊極易受到磨損以及外來損害(FOD)。修復的部分具有近終型輪廓,且性能優于原始材料的性能。經低周疲勞測試:在5000~50000r/min的循環應力作用下,承受了5000次交變應力無事故而通過測試。
LENS技術在航空航天的另外一個應用是對模具進行改型。現代技術中產品的更新換代較快,模具的設計、制造以及后續的產品生產過程歷時較長,一旦制成的模具不符合實際需求,只需按照需要對制成的模具進行些許改動就可以重新進行生產,因而節省了制造成本以及制造時間[15]。

圖6 移動式零件修復醫院
LENS技術在航空航天領域的另一應用就是“移動式零件修復醫院”。核心是采用LENS技術在戰場上進行關鍵件的修復或者制造。它甚至可以采用衛星通信設備傳輸有關制造零件的數據信息。在沒有數據信息的情況下,也可以采用逆向工程獲得要建零件的外部輪廓信息,經過必要的處理后實現修復或者制造工作。圖6為加工中心的模塊外形,內部為加工間[16]。
LENS技術最具特色的優勢在于通過改進送粉技術,實現零件中材料成分的實時連續變化,制造具有梯度成分材料的高性能零部件。

圖7 采用LENS制造的先進渦輪發動機的三合金葉輪
圖7為采用LENS技術制造的先進渦輪發動機三合金葉輪。該葉輪的A處主要承受沖擊力,要求具有較高的強度,材料為傳統的Ti6Al4V合金;B處主要承受摩擦力,工作溫度較高,要求具有較高的低周疲勞強度,采用正斜方晶鈦合金Ti22-23;C處則需要有較高的蠕變強度,采用γ-TiAl(Ti48Al2Cr2Nb)合金制造。
圖8 Ti6Al4V與γ-TiAl(Ti48Al2Cr2Nb)2種合金的冶金結合界面。可以看到2種材料之間的突然轉變,但是接合處組織細小、致密[16]。開發LENS技術相關設備的美國Optomech公司和德國通快公司分別開發了2種不同粉末的實時混合系統以及四路混合送粉系統,可以實現多種粉末的實時混合[18]。

圖8 Ti6Al4V與γ-TiAl(Ti48Al2Cr2Nb)的連接界面
我國在LENS技術領域的研究較早,取得的成果斐然。王華明等在國家863計劃等的支持下,首先進行了LENS技術設備的研究,在該設備的基礎上進行了飛機次/主乘力鈦合金結構件、航空鈦合金框、梁、壁板、梯度結構梁和復雜結構件的應用研究,并進行了定向生長高溫鈦合金熔鑄方法以及發動機壓氣機葉片熔鑄快速成形的應用研究,為我國在該領域的應用研究奠定了堅實的基礎[14]。
黃衛東等在973等國家以及航空領域項目的支持下,對LENS技術的工藝規律、熔凝特性、組織結構以及缺陷形成規律進行了系統研究。研究的材料主要為鈦合金、鎳基合金以及NiTi等金屬間化合物,并進行了發動機渦輪盤和壓氣機整體葉盤的快速成形應用研究,取得了較好的研究成果[19-20]。北京有色金屬研究院在國家863、973計劃的支持下進行了基于LENS原理的激光直接制造金屬零件的工藝研究,分別進行了銅合金、不銹鋼、鎳基合金的成形工藝研究以及鎳基合金與CW/CTi等的梯度復合零件的研究[21-22]。
綜上所述,我國在該領域的研究主要集中在高校以及研究機構,取得了一定的技術突破,特別是在直接制造鈦合金結構件方面。鑒于該技術當前在航空航天等領域的重要作用,建議投入更大的研究力量進行技術攻關,解決上述的“瓶頸”問題,提高應用領域的研究水平,為該技術的應用奠定更加深厚的基礎。
未來發展趨勢
快速原型制造技術經歷了原型件制造、功能模型制造、技術模型制造、全功能零件制造的發展過程,目前在航空航天領域的應用得到了巨大的發展。
但是到目前為止世界范圍內的應用研究已經充分地顯示:應用范圍在不斷地擴大,目前的研發還沒有覆蓋所有可能的應用領域;同時也進一步闡明產品向個性化發展是該技術的特色,快速原型制造技術是一種面向用戶的金屬零件直接制造技術[12,23]。
目前影響成形件在工程領域應用的主要因素有內部缺陷和變形開裂的控制、成形件尺寸精度、表面質量以及后加工方法等。不斷地開發新材料,為快速原型制造技術締結更多的應用領域,不斷地改進和完善工藝、提高加工系統的整體性是控制內部缺陷、變形和開裂、提高成形件尺寸精度、表面質量、減少后續工序的必由之路。
參 考 文 獻
[1]Zhang D Y. Entwicklung des Selective Laser Melting (SLM) fuer Aluminiumwerkstoffe[D],Dissertation RWTH Aachen, 2004:107-111.
[2]張冬云. 采用區域選擇激光熔化技術(SLM)直接制造鋁合金零件. 中國激光,2007,34(增刊):141-145.
[3]Gebhardt A.Rapid Prototyping: Werkzeuge Fuer Die Schnelle Produktentstehung. Carl Hanser Verlag Muenchen Wien, Deutschland, 2000: 455-470.
[4]Sridhar A, Attanasio D, Nannini A. Trends and expertise exchange within rapid manufacturing in europe. RT e-Journal Forum fuer Rapid Technology, 2010.
[5]Blattmeier M, Töpker J, Witt G. Technologische reife von generativen herste-llungsverfahren für Endanwendungen im automobilbau. RT e-Journal Forum fuer Rapid Technology, 2010.
[6]王華明,張述泉,王向明. 大型鈦合金結構件激光直接制造的進展與挑戰. 中國激光,2009,36: 3204-3209.
[7]張冬云,王瑞澤,趙建哲,等. 激光直接制造金屬零件的最新進展. 中國激光,2010,37: 18-25.
[8]王瑞澤,張冬云,鹿堃,等. 提高快速成型技術中數據處理過程精度的研究綜述. 機械設計與制造,2010(5):215-217.
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

































 關注我們
關注我們

