




碟片式激光器的概念早在19世紀90年代就已建立,現行的開發加大了每個碟片的功率,并且提高了光束質量和效率。不過,即使現在每個碟片是6千瓦,這個獨特的激光規律仍沒有達到每個碟片的輸出功率或者光束質量的基本極限。碟片式激光器概念為未來工業激光器加工樹立了先進、靈活的設計理念。
更小的占地面積,以及更少的投資、操作成本,使制造商能更有精力實現碟片式激光器技術:安裝了3000臺高功率碟片式激光器,應用到切割、焊接、激光復合焊、激光金屬熔覆焊接等領域,并且每年要1000臺激光器。碟片式激光器已經成為了穩定可靠的工業加工工具。下文將探討三個工業應用,碟片式激光器是其合適的加工伙伴。
切割熱成形鋼材
在汽車行業,切割熱成形零部件已經成為非常重要和快速發展的一種應用。然而,當高強度零部件(拉伸強度通常大于 1500 MPa)大量減少,乘客安全性提升,新的加工挑戰也隨之而來——傳統剪切工具損耗快,要剪切邊緣通常有裂紋的困擾。最終,激光加工是唯一能在保證高產量的情況下切割熱成形部件的加工方法。3千瓦和4千瓦碟片式激光器中的高光束質量(4 mm-mrad)是切割超強三維不見的絕佳工具。在這種情況下,碟片式激光器和TruLaser Cell 8030搭配使用,一臺專門為熱成形切割市場設計的多軸系統誕生了(見圖1)。多軸系統卓越的光束質量、短波長以及高度動態和穩定的特點,為制造商提供了高效的生產方式,并能適應要求極高的汽車制造環境。
但是為什么使用碟片式激光器?以一個激光切割6305毫米長、1.8毫米厚的汽車B柱案例來說明它的優點。在2005年,這個B柱可以用一臺3200瓦的二氧化碳激光器在120秒內切割完成。如果也加工同樣的部件,使用4千瓦碟片式激光器,激光器1微米波長的耦合優點,提升的系統動態性和增強的激光功率使得加工在47秒內就可完成,節約73 秒。或在同樣的時間里,用二氧化碳激光器可以切割一個部件,而用碟片式激光器則可以切割超過2.5個部件。
動力傳動系統焊接
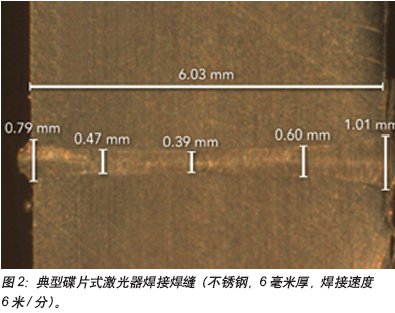
多年來,動力傳動零部件的激光焊接一直使用二氧化碳激光器,使用氦氣作為保護和等離子體抑制氣體。由于氮氣的成本增加而且難以取得,制造商已經在研究其它高能量光束解決方案,例如碟片式激光器,因為它的波長不需要氣體或者使用氬氣作為保護氣體。碟片式激光器的高光束功率能滿足滲透和輸出要求。另外卓越的光束質量和聚焦能力確保最低熱輸入和低變形率。比起二氧化碳激光器10%左右的WPE,碟片式激光器的WPE接近30%,給制造商提供了經濟優勢。碟片式激光器焊接的典型形狀如圖2所示,顯示了焊縫的高縱橫比。
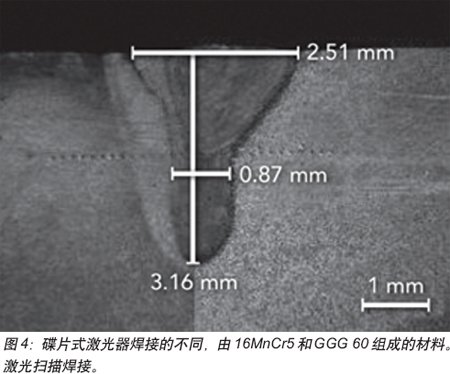
拼焊和疊焊在軸承制造方面的應用很多,它們都可以用碟片式激光器連接。圖3顯示了軸肩連接。3千瓦碟片式激光器可以實現3毫米的焊接深度,焊接速度為3米/秒。碟片式激光器能焊接出非常細的接縫形狀,因此它也能焊接不同的復合材料。圖4顯示了不同焊接的剖面圖,調質鋼(16MnCr5)被激光焊接成鑄鐵(GGG 60)。通常,人們可以期望在熔化帶大大提高強度,這會導致裂縫并影響焊縫。為了避免這種情況,需要使用填充金屬絲(NiBAS 70/20)來降低熔化帶的硬度,確保更同質化的焊縫。峰值的硬度和由此產生的裂縫是可以避免的。差別就是使用焊接速度為2米/分、3500瓦的碟片式激光器來焊接,穿透深度為~3.2 毫米。

激光遠程焊接是碟片式激光器一種常見、成功的全球應用。許多汽車企業和他們的供應商(例如座椅行業)依靠碟片式激光技術將遠程焊接集成到了他們的生產線上。在戴姆勒、奧迪和大眾公司可以找到一些著名的應用。碟片非常適合應用的原因有以下幾點:
* 光纖傳導光束可以進行機器人飛行焊接;
* 功率和光束質量適于遠程掃描焊接;
* 波長使得無需保護氣體即可加工;
* 高WPE和超長二極管壽命使運行成本非常低;
* 激光器緊湊的體積和光纖傳輸使空間運用更靈活;
* 多光纖輸出選擇可以高效、靈活地使用激光光源。
因為焊接步驟中低效、低產能時間可以去除,遠程焊接工藝的最大優點是高產能。因此,激光器作為一種焊接工具,可以最高效地被使用。在傳統的激光焊接應用中,激光器連續工作時間大概為30%-40%,但是使用遠程激光焊接,連續工作時間可達90%。所以和傳統連續點焊相比,加工速度可以增加3到10倍。


遠程激光焊接的另一個優點是焊接形式的高度靈活性。例如,制造商可以通過將焊縫形狀調整到焊點實際壓力以最優化待焊接零部件的下料流程。焊縫形狀也可以根據空間要求進行更改。當細法蘭變為細C形或線形焊接形狀時,圓形C形或其它寬形狀可以在大面積時被選用。圖5到圖7顯示了一系列遠程焊接應用。
總結
碟片式激光器的模塊化和靈活概念,輸出功率和光束質量可以很方便地根據不同的汽車和其它應用進行調整。碟片式激光器證明了光束的多樣性和滿足全球主要工業市場需求的功率。在高速切割熱成形零部件,焊接動力總成零部件以及飛行焊接上,碟片式激光器續寫了其幾十年的歷史以及在還處于成長中的工業市場中所取得的成功。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

































 關注我們
關注我們

