






摘要:在中國,汽車產業注定是一個朝陽產業,提高汽車制造能力的裝備就顯得猶為重要。車身制造中所采用的激光掃描焊效率高于點焊和激光焊,通過可控編程和示教用線性激光的輔助,可實現復雜結構的焊接。文章介紹了激光掃描焊原理,并示例轎車采用的激光掃描焊過程。(注:掃描焊、遠程焊和飛行焊接指的是同一種激光焊接方法。)
關鍵詞:激光掃描焊;原理;系統;汽車;應用
1 汽車行業的發展及激光應用
我國汽車市場將保持快于全球市場的增速,產業規模位居世界首位。隨著產業規模的持續擴大,我國將從汽車大國轉變為汽車強國。
激光技術,是本世紀最重大的發明之一,激光在剛誕生不久就被人稱為“解決問題的工具”,激光技術在工業制造領域具備巨大的市場潛力。
在“柔性制造”方式被大力推廣的今天,汽車工業領域面臨著一次變革。汽車零部件產業正由大批量生產到小批量、多樣化的生產方式過度,以市場為導向的制造方式逐步普及,“Production Line”正被“Production Station”所取代,激光的空間控制性和時間控制性很好,能夠迅速適應多種材料、多種形狀和尺寸,特別適用于柔性加工,因此激光將在這一變革中發揮重大作用。
2 激光遠程焊接的特點
大眾汽車走在激光遠程焊技術應用的前列。就在帕薩特汽車后窗臺板成功運用激光遠程焊之后,激光掃描焊工藝及其系統在2005年被廣泛應用于大眾汽車公司的系列產品中。從2007年初開始,后續的奧迪A4利用激光掃描焊,每天可生產1800扇車門。同時,通過優化內部通訊,大眾汽車實現了激光掃描焊系統的光束共享和分化,從而有效提高了激光的利用率。
1)可實現長焦距、大范圍焊接。
實現500mm以上的激光焊,這是常規激光焊無法實現的。對于結構復雜而又無法接近的加工件來說,激光遠程焊給出了完美的答案——相比于燈泵浦激光器25mm.mrad的光束質量,激光遠程焊的碟片激光器可達到8mm.mrad;激光遠程焊接可避免焊接過程中飛濺、煙塵對激光頭的損傷,有助于延長使用壽命,從而降低使用成本;
2)激光遠程焊速度快。
在原機器手臂的移動速度下,還可利用激光頭內部振鏡的轉動來實現發射光束的高速加工。常規點焊2s才能實現一個焊點連接,而使用激光遠程焊,1s就可實現3~4個焊點連接。
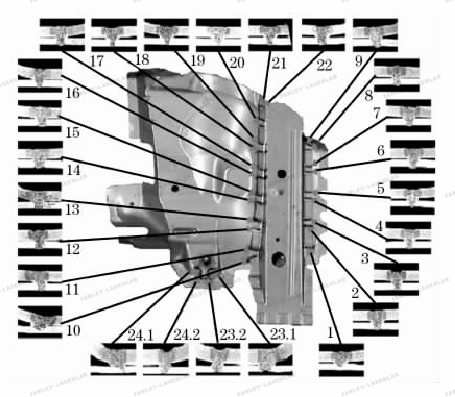
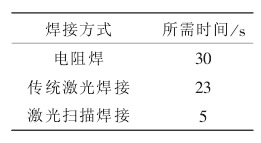
BMW公司在轎車某個部件上比較三種焊接方法所耗時間,該工件需要焊接的部位達20多個(見圖1),統計時間如表1所示。
圖1 BMW轎車某工件焊點分布圖
表1 BMW統計的三種焊接方法時間
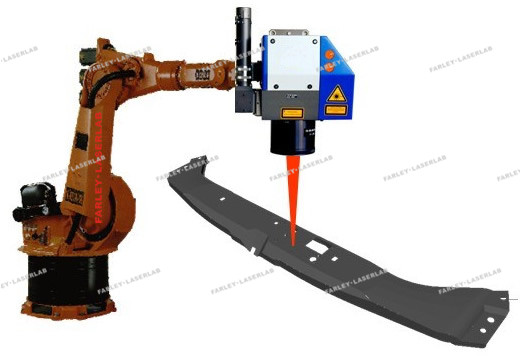
國內首套激光三維遠程焊接系統由華工科技旗下華工法利萊與德國激光裝備知名企業共同開發完成(如圖2所示)。該系統已應用于一汽大眾某高端車型的制造中。這套焊接系統,最快焊接速度可達50m/min,完成車身門檻上70條焊縫的焊接時間僅需25秒。
圖2 華工法利萊激光掃描焊系統
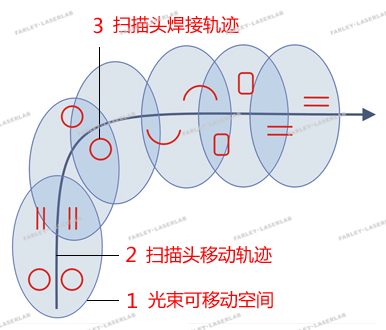
3)利用軟件編程焊縫軌跡,可實現焊接形狀的多樣性。
如C形,○形,直線型等(見圖3)。眾多汽車廠已經驗證,C形結構無論在加工時間還是結構強度上都優于傳統點焊的圓形焊點,同時激光遠程焊還可利用此特點在工件表面標識8個字符的ID,以便記錄和追蹤。
圖3 激光掃描焊接系統軌跡
4)相對于點焊,激光遠程焊熱輸入小、焊接變形小。
對于超過1000Mpa的高強鋼,強度越高,對熱輸入量越敏感,激光遠程焊比點焊和MIG焊的熱輸入小,是焊接高強鋼的首選。
3 激光遠程焊應用于汽車
由于傳統激光焊接系統在焊接位置之間移動的速度相對較低,在實際生產中很難達到大批量生產要求,這一缺點在焊點分布多的復雜三維零件上(如車門)顯得尤為突出。
高光束質量高功率新型盤形激光器和光纖激光器的應用推廣,為激光遠程焊接技術的實現奠定了硬件基礎,如今遠程激光焊接正在成為替代傳統汽車白車身電阻點焊的一種手段。
3.1 激光遠程焊的原理介紹
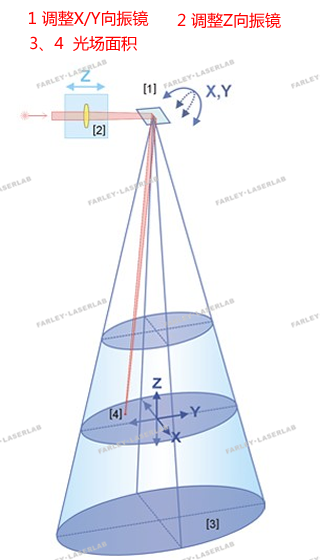
掃描焊、遠程焊和飛行焊接指的是同一種激光焊接方法,激光掃描頭可以從500mm以外的位置進行激光焊接,通過內部振鏡(圖1中1、2)的運動,在不移動激光頭的情況下,可以進行類似光掃描的焊接,此種焊接方式速度快,移動位置精準度高,通常使用機器人來控制激光掃描頭的移動軌跡,結合掃描頭本身的高速焊接及外在空間上的凌空感,人們又將它取名為“飛行焊接”。此種焊接方式在每個光場面內移動速度快,僅在兩個光場間需要時間來調整振鏡角度,以準備下一個光場面的焊接,因此激光掃描焊對于多點位置的短距離焊接有固有的優越性。
圖4 激光掃描焊光路圖
3.2 激光遠程焊的接頭形式
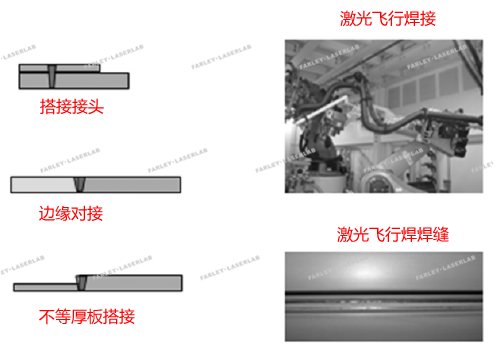
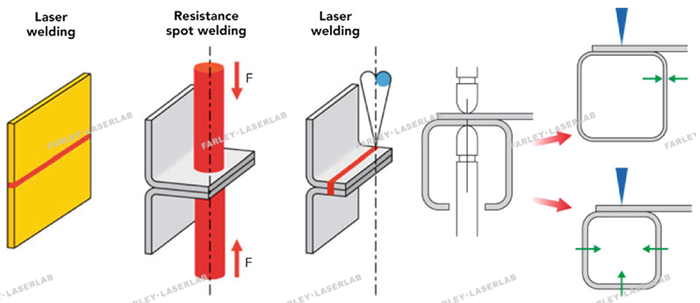
激光遠程焊的主要接頭形式有搭接、不等厚搭接、對接三種,如圖5所示。相對于傳統點焊,激光掃描焊的接頭形式需重新設計,見圖6所示。
圖5 激光遠程焊的接頭型式
圖6 激光掃描焊接頭結構設計
3.3 激光遠程焊接系統
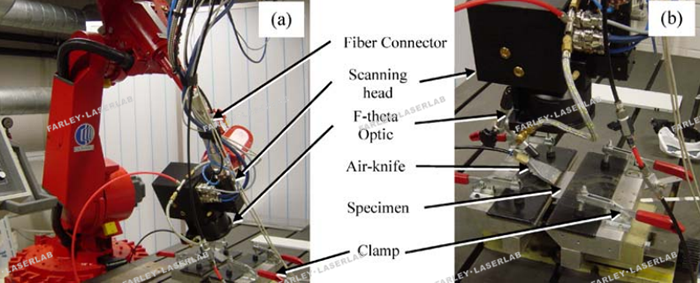
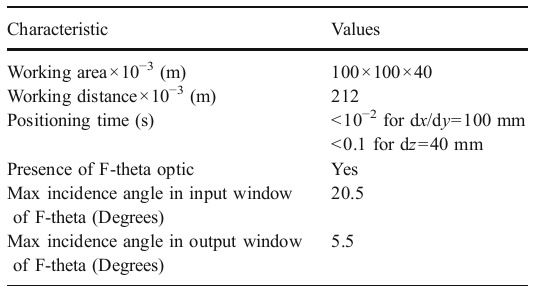
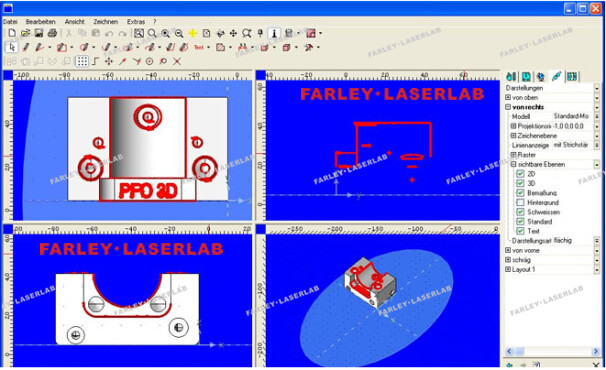
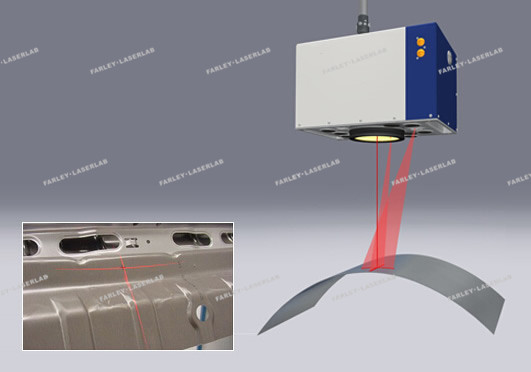
激光遠程焊接系統的組成如圖7所示(其主要特性見表2),與傳統的激光焊接設備相比,差異主要體現在激光頭上。激光遠程焊焦距可達212mm,工作區域可達10010040mm(Z向40mm),在x/y向的定位時間小于0.01s,在Z向的定位時間小于0.1s。通過可編程系統(圖8)及示教用線性激光(圖9)的輔助,可實現激光掃描焊的軌跡模擬和優化。
圖7 激光掃描焊接系統(帶氣刀)
表2 激光掃描焊系統特性
圖8 掃描焊可編程聚焦控制系統
圖9 示教用線性激光
3.4 激光掃描焊應用于汽車的過程
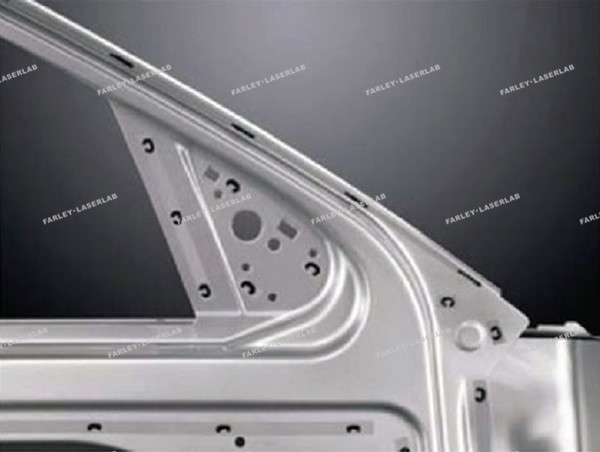
掃描焊應用于汽車,主要包括座椅(框架、滑道、面板)、白車身(車門、懸掛件、邊墻、柱子、后窗臺板)、內飾等。圖10所示為汽車車門焊接,邊框采用短直線形焊縫,內部結構件采用C形焊縫。
圖10 激光遠程焊接門板(采用C形和直線型)
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

























 關注我們
關注我們

