






打標對于醫療器械和制藥行業來說至關重要,可以實現產品追蹤和識別,打擊假冒產品。通常,人們使用墨水印制標簽。近年來,則使用紅外激光進行打標。但這些方法都存在不足。紫外二極管泵浦固體激光器(DPSS)則真正克服了其它技術的弊端,過去卻因其成本昂貴而甚少使用。但投資成本和購置成本的大幅減少,讓紫外激光打標吸引了更多醫療應用的目光。本文評述了紫外激光打標的特性,并展示了紫外激光打標在某些醫療和制藥行業上的應用效果。


醫療打標
和其它行業相比,醫療產品對打標的要求更為獨特。藥丸是口服的,很多其它醫療產品(如導管、支架等)是外用或植入病患體內的。因此,通常要求標記本身不能成為一個污染源,也不能含有化學成分從而可能導致過敏反應。此外,通常要求打標后的標記表面要平滑,避免組織損傷,也要避免讓標記成為細菌滋生的場所。
醫療標記通常還要求包含批號、序號或其它辨識信息,可以確定特定產品是何時何地生產。因此,如果某種產品被發現存在缺陷,用戶可以很容易確認他們購買的產品是否就是同一批次的。
批處理和來源打標還有助于應對醫藥和醫療行業中一個日益突出的問題,即假冒產品和“貨色市場”產品。有時候假冒產品只是將藥瓶上的標簽撕下來,再貼上一個新標簽。但是,西方國家日益被假冒藥品(通常在亞洲生產)所充斥,這些假藥看起來完全一樣,但是可能所含劑量不對,或者未能達到必要的質量控制標準。
因此,理想的醫療標記應該是難以擦掉、易于識別、難以復制或替換,含有獨特的序列化信息,并且不會改變產品的功能性。
傳統打標方法
對醫藥、醫療器械及其包裝的打標,主流方法一直是油墨印刷(噴墨或移?。MǔJ褂冒及婺z印法對藥丸進行壓印。對于制造商來說,選擇這種印刷方式是因為其投資成本相對較低。但是,耗材(墨水)成本通常較高。
在醫療應用中,印刷的主要缺點是印刷標記總是容易被移走或改動(特別是如果印刷在紙質標簽上)。這意味著經過運輸、裝卸和儲藏后,印刷標記會變得難以識別,也容易被別有用心的人假冒。印刷質量也有限,如果制造商們想將更多信息(包括二維碼)壓縮到一個小區域,就會產生問題。特別是對于藥丸印刷來說,在進行平板印刷時會對產品產生壓力,因此難以應用到日益流行的“軟膠囊”上。
即使用于印刷醫藥和醫療器械的墨水是無毒的,但印刷設備本身通常比較“臟”,使用的潤滑劑和溶劑經由空氣傳播,會污染印刷產品。此外,印刷設備通常極為復雜,需要停機進行清理和維護。
激光打標是一種非接觸性打標方法,能避免污染問題,并無需耗材成本。此外,激光打標通常支持打印面積小卻擁有高對比度和高分辨率的標記,并能夠應用于彎曲或波狀表面。
激光打標通常在紅外輻射中使用CO2或固態激光器。打標過程本身是一個熱作用過程,材料被加熱,直至其變白、碳化或燒蝕來產生顏色對比。幾乎所有塑料都直接吸收遠紅外CO2的輸出熱量,有時候使用吸收性添加劑,加上近紅外固態激光器來促進這一過程。但是,加熱會改變熱影響區材料的化學結構,并造成一些表面凹凸。這會給細菌提供容身之處,并難以清洗。
紫外激光打標
和紅外激光相比,紫外激光和材料基本難以發生相互作用。特別是三倍頻二極管泵浦固體激光器的紫外線(355納米)輸出的吸收量要比在長波中多得多。隨后會經歷在塑料中與填充劑或顏料發生冷光化學(而非光熱)作用。大多數塑料是白色的,顏料是二氧化鈦(TiO2),會大量吸收紫外光,然后晶體結構發生變化。這會導致物質顏色變深,在材料內部而非表面形成光滑、極為清晰的標記。
由于標記事實上是在材料內部,因此不會給細菌提供溫床,在不損壞材料本身的情況下標記也幾乎不可能被改變或損壞。此外,由于這是一個冷加工過程,基本不會產生熱影響區,也不會改變周邊的材料。而且,紫外線的高吸收率意味著材料可以使用更低激光功率來加工。最后,由于紫外光比紅外線能夠更緊地聚焦,紫外激光器支持打標如二維碼等復雜的高分辨率標記。
既然有了上述優勢,那為什么紫外激光器過去沒有在醫療打標中得到廣泛應用?答案很簡單:成本。但是,在過去十年里,Coherent公司已在紫外激光器使用壽命、可靠性和輸出功率等方面取得了實質性進展。這些是通過改進激光器設計、材料以及在生產過程中采用嚴格的潔凈室工序等方式實現的。此外,自動化組裝方法和銷售量增長形成的規模經濟有助于將紫外激光器的價格降低5%。
標記效果
Coherent應用實驗室(位于德國呂貝克)已使用355nm二極管泵浦固體激光器(MATRIX 355)來標記多種醫療應用中使用的代表性材料。其中相關度最高的一些結果如下:
高密度聚乙烯(HDPE)是一種廣泛應用于醫藥包裝和食品,以及生產水瓶的塑料。高密度聚乙烯上的噴墨標記可以使用溶劑予以移除,在產品包裝完后可以重新給產品貼標簽。此外,墨水可能造成污染。
在測試中,使用激光器對藥瓶的彎曲表面進行二維碼標記(圖1)。355nm激光器使用30μm大小的光斑,利用檢流計振鏡系統對部件表面進行掃描。在這一配置中,高對比度的8×8mm條碼圖案可以在2秒內生成。
圖1:使用二維碼標記的藥瓶
MATRIX 355激光器尤為適用于在高密度聚乙烯上刻印此種標記,因為其脈沖均衡(PulseEQ)模式將脈沖能量保持在一個常量值,即使重復率發生變化也能保持不變。而調Q激光器就無法做到這一點。不斷變化的重復率可以讓標記的顏色、深淺和脈沖重疊情況在不影響其它掃描參數的情況下快速發生變化,從而可以更容易地保持在打標的操作范圍內。
另外一種廣泛應用于醫療領域的塑料是硅橡膠,其呈透明或白色。通常將硅橡膠用于制作給病人靜脈輸液的導管或用于制作插管。通常,需要在軟管上標記出其直徑尺寸和貯存日期(法律規定這些軟管必須在三年內使用)。這樣的話,激光器聚焦于導管的內側表面(圖2),從而讓標記完全不會改變外表面的質地(因為外表面是直接與病人接觸)。
圖2:在內徑上標記白色字母的硅橡膠管。
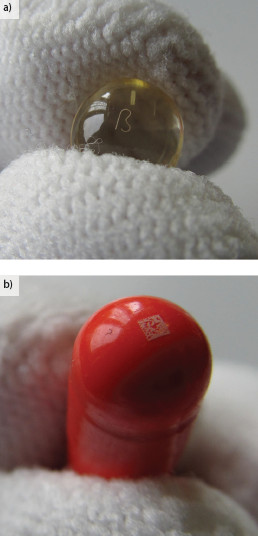
實驗室對不同類型的軟膠囊和硬膠囊進行了打標測試來確定所能實現的最快打標速度(圖3)。在高度為1.5mm的軟膠囊上打標,最快速度可以達到<0.024s/character。所有的標記都具有極佳的可識別性。而在1×1mm的硬膠囊上用時0.2秒內完成二維碼打標。相比之下,進行油墨印碼在印完后需要1-2秒的干燥時間才能處理藥丸,以防止將標記弄模糊。
圖3:紫外線激光標記的軟膠囊(a)和硬膠囊(b)。
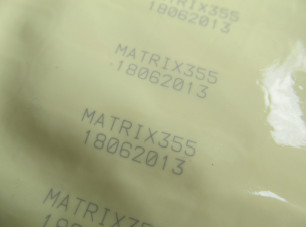
還有一種明膠也用于制作一些醫療產品的吸塑包裝(圖4)。那這里就需要生產出一種清晰的標記,其最大穿透深度能達到包裝材料的30%(具體來說,即整個厚度為0.58mm,穿透深度需要達到0.17mm)。激光脈沖能量是100μJ,掃描速度是1.3 m/s。激光器在工作表面故意散焦生產出寬度為160μm的特征線條。這種變色標記在呈現出良好對比度的同時卻不會造成材料的燒蝕。
圖4:給明膠吸塑包裝材料打標。
小結
Coherent應用實驗室的測試表明,紫外二極管泵浦固體激光器是給醫療器械和醫藥產品快速打上清晰度高和分辨率高的標記的有效工具。這些永久性標記比印刷標記更好。和長波長激光器相比,紫外激光器的優勢在于可以應用于更廣泛的材料,包括塑料和紙張這些無法經受熱過程的材料。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們

