






半導體激光器憑借加工效率高、能耗低、壽命長等優點,被越來越多地應用在激光制造和再制造領域。
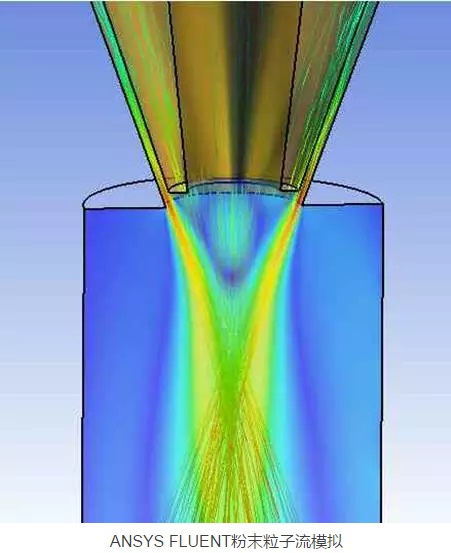
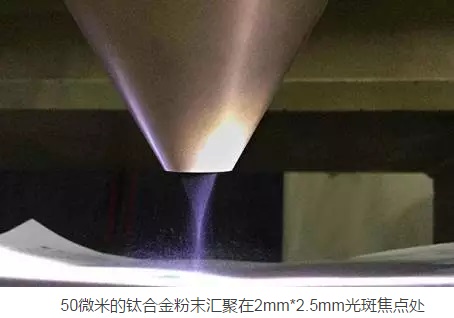
通過理論計算和實際驗證,同軸送粉加類方形光斑半導體直接輸出實現了粉末在邊長3~6mm類方形范圍內均勻準確的匯聚。不同粒徑和球形度的粉末經過調節后,可以實現單次200~1000微米厚度的熔覆。
 在球閥和葉片的強化和修復上,同軸送粉加類方形光斑直接輸出半導體激光器正作為一種經濟高效的加工方式,逐步推廣開來。
在球閥和葉片的強化和修復上,同軸送粉加類方形光斑直接輸出半導體激光器正作為一種經濟高效的加工方式,逐步推廣開來。

直接半導體激光器的光斑常常為矩形光斑或為長寬比接近的類方形光斑,相對于圓光斑,在同等的功率密度下,可以做到更大的光斑長度,功率密度的分配也均勻,更適合熔覆過程中的搭接,提高了熔覆的效率,總體的熱量輸入和變形較小。隨著激光加工越來越普及,矩形和類方形光斑已經在越來越多的領域逐漸取代了圓光斑,例如在液壓支架、軋輥、曲軸、柱塞等2D面零件的制造和修復上,都實現了激光制造與再制造的批量化加工。
面對非軸類非平面的3D復雜曲面以及體積較小的精細件加工時,采用類方形光斑也可以實現圓形光斑完成的小曲率半徑表面的加工,但如何將金屬粉末送入類方形光斑產生的熔池是實現這種應用的技術關鍵,研制一種能適配類方光斑的同軸送粉器就顯得尤為迫切。
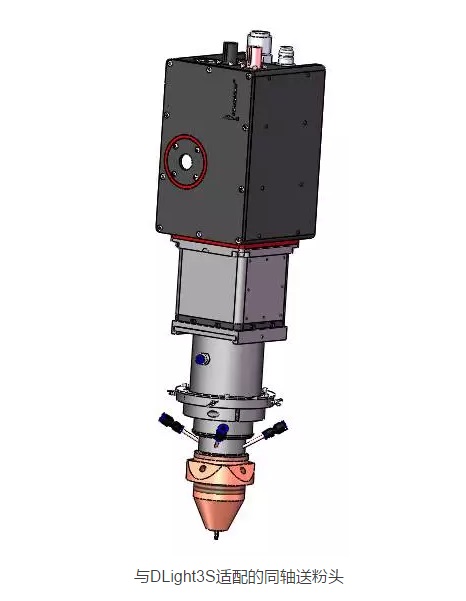
西安炬光科技股份有限公司聯合西安交通大學王豫躍教授的研究團隊,實現了1500W~3000W直接輸出矩形方光斑激光器和同軸送粉的完美契合。在3D造型和修復領域,同軸送粉加高功率類方形大光斑激光器也有了用武之地。
同軸送粉以固氣兩相流作為理論支持,依照氣力輸送方式進行設計,激光束豎直射入送粉噴嘴中,經過光路腔從其底端射出,進而照射到基材上,與此同時,外部的氣粉混合體經過送粉器送入噴嘴,在送粉通道約束下按照固定的軌跡噴射到激光照射形成的熔池中,加上三維工作臺或者激光束的移動完成對基材的熔覆。
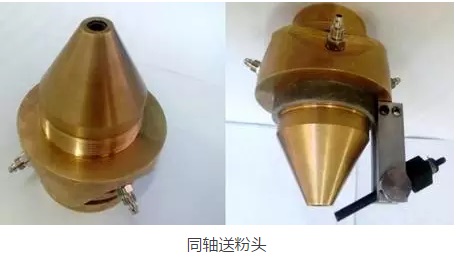
同軸送粉嘴作為激光熔覆的關鍵部件,對于加工件的成型和質量都有著重要的影響。同軸送粉依靠載氣的動能把粉末均勻、穩定、準確的送進熔池,隨著激光掃描的進行,熔池凝固形成熔覆涂層。它的特點在于成形過程中粉末流和激光光斑同軸輸入,只要基體在垂直于光斑的平面上移動,任何方向移動的效果都是相同的,這種方式克服了因激光束和材料引入的不對稱而帶來的對掃描方向的限制,同時同軸送粉實現了惰性氣體保護,防止了粉末在激光成型過程中發生氧化,降低了沉積層的表面張力,提高了層與層之間的浸潤性。
通過理論計算和實際驗證,同軸送粉加類方形光斑半導體直接輸出實現了粉末在邊長3~6mm類方形范圍內均勻準確的匯聚。不同粒徑和球形度的粉末經過調節后,可以實現單次200~1000微米厚度的熔覆。
對粉末成型和熱量輸出控制嚴格的薄壁、3D曲面、形狀復雜零件,以及立面或者頂面的成型和修復在類方形光斑和同軸送粉的配合下,顯得輕而易舉。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們

