




在上世紀中期,貝爾實驗室發明“貝爾太陽能電池”,但是其昂貴的成本限制了太陽能電池行業的發展,即使此后經過55年,光伏太陽能電池的發電量在全球電網中也只占大約0.04%。然而,形勢在近幾年發生了變化,從平板顯示和半導體行業衍生出來的激光加工技術使太陽能行業出現了爆發式的增長。

目前商業化應用有三種常見的太陽能電池技術:多結電池,晶硅電池和薄膜電池。多結電池通過在單晶基片上應用化學氣相沉積技術而制備,擁有最高的電子轉換效率(一般28-29%,甚至可達40%)。由于生產成本非常昂貴,它們通常用于不計成本或者有效面積較小的應用,如衛星或太陽能集中器。晶硅電池的應用最為廣泛,單晶或者多晶硅的效率大致是13%到22%范圍。薄膜電池是一種新技術,具有相對較低的效率(8-18%)和較低的生產成本。

晶硅電池占據著大約93%的光伏市場。在2006年,太陽能應用超過半導體行業,成為硅片最主要的應用方向(55%),這使得硅片的需求大量增加,并造成了硅片價格地飛速升高。因此人們開始尋找替代方案,例如薄膜電池。薄膜電池通常由多層不同材料附著在玻璃或者金屬基底上,常見的結構如下圖所示。大部分吸收材料使用的是非晶硅,碲化鎘(CdTe),銅銦鎵硒化物(CIGS)。電池的外電極通常由氧化銦錫(ITO)、氧化鋅(ZnO)等導電玻璃(TCO),以及鋁、鉬等金屬組成。二極管泵浦激光器常用于在不同的層次上的連接和絕緣部分劃線。
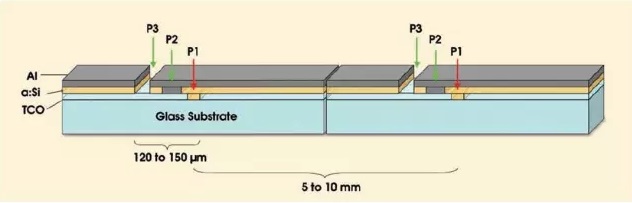
薄膜電池的刨面圖, P1, P2和P3通過劃線來實現電路連接,TCO=Transparent Conductive Oxide
激光劃線
制造薄膜電池的第一步是在玻璃基底上鍍上電極,此鍍膜一般是ITO(Indium Tin Oxide,一種透光材料)。然后P1過程劃線電子線路,通常使用調Q激光器1064 nm波長和12-15 W平均功率。為提高產量,激光必須以100 KHz以上的高重頻進行快速掃描,脈寬應該很窄(15-40 ns)使得峰值功率高于材料的消融閾值。
實現這種加工過程的理想激光器包括光譜物理(Spectra-Physics)的Navigator,Hippo或者Talon系列,目前全世界已經有數百套這種激光安裝到光伏劃線設備中。光斑質量和脈沖穩定性也非常重要,它們是確保劃線品質、重復性和可靠性的關鍵。一旦ITO層完成,電池板重新回到化學氣相沉積設備中,進行半導體鍍膜(一層非晶硅)。
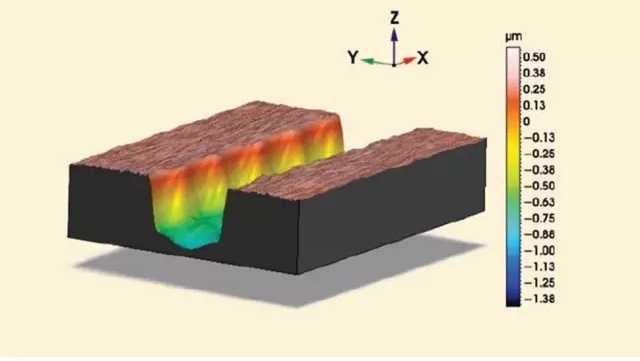
P1層激光劃線:玻璃基底上的ITO
之后是P2激光加工過程,利用532 nm激光器從玻璃的背面進行劃線。同樣,高重頻和短脈沖寬度(15-30 ns)是最理想的,而該過程對功率的要求并不高(通常小于1W)。因此可以使用一臺低功率綠光激光器,或者一臺4-6 W的激光器分成多束同時進行多次加工。當P2過程完成后,電池板進行背電極鍍膜(一般是鋁),最后進行P3激光劃線過程,這也是從背面通過玻璃基底,并使用和P2過程一樣的激光器。好的光斑質量和脈沖穩定性尤為重要,避免傷害其他層的材料。適用于P2和P3加工過程的激光器有光譜物理的Navigator, Hippo以及Talon綠光系列(532 nm)。
薄膜電池相對傳統硅電池最大的優點是可以全程自動在線生產,平板顯示設備的鍍膜設備制造商Applied Materials, Oerlikon, Ulvac和Leybold已經認識到這個機遇,開始研發全自動生產線。它和平板顯示市場的原理一樣,通過增大加工面積來減少成本。
激光系統是這種全自動在線生產線的重要組成部分。就像在半導體和平板顯示中的應用一樣,激光也能使太陽能電池市場大放異彩。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

































 關注我們
關注我們

