






傳統上厚度超過20mm以上的大厚板焊接一般采用多絲埋弧焊、熔化極氣保護焊、電渣焊等焊接方法,在焊接時要求開坡口并進行多層焊接。隨著板厚的增加,焊接層數增加,使得在實際生產中增加了準備工序和焊接加工的時間,從而造成了生產效率下降和焊接成本增加,同時由于輸入的線能量大,熱影響區大,導致焊后變形大,焊接接頭力學性能下降等。如今在造船、核電站、管道、航空航天等領域焊接中越來越要求提高生產效率,改善產品質量,大功率激光焊接的發展能夠很好滿足這一要求。

表1 鋼板和焊絲的化學成分(wt,%)
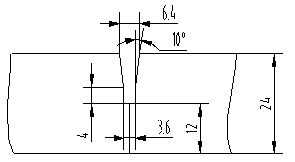



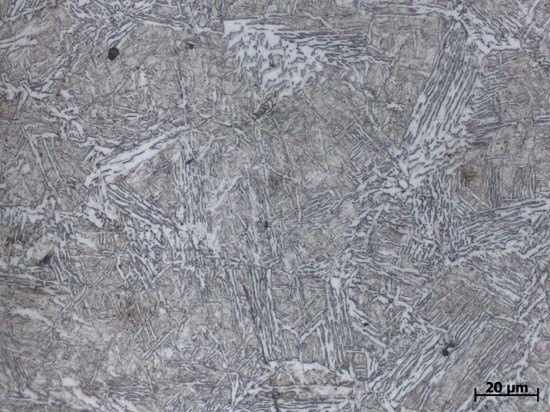
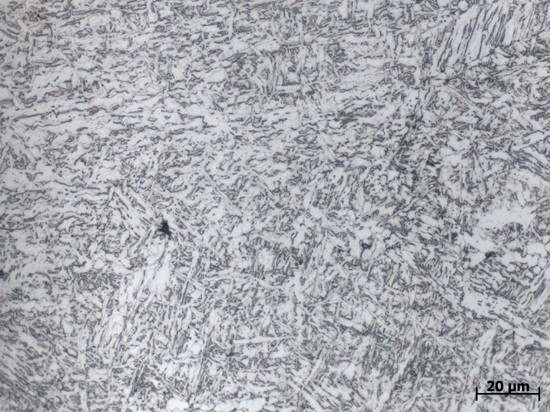






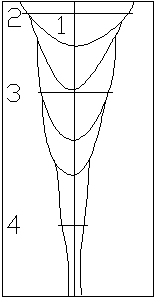
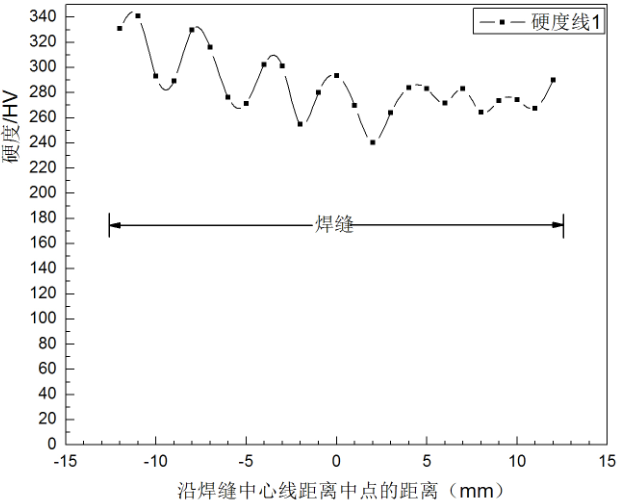
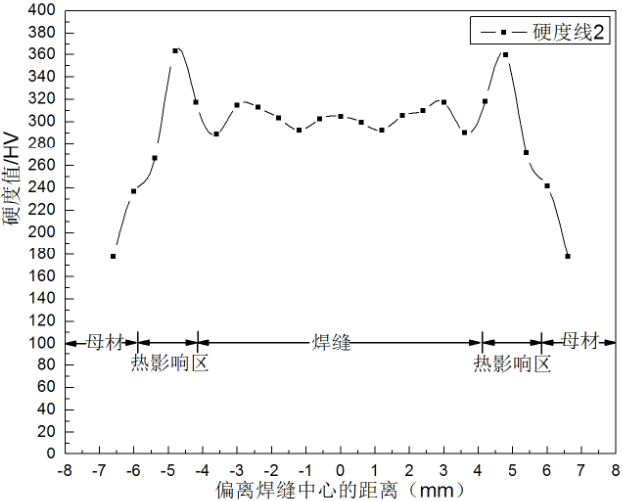
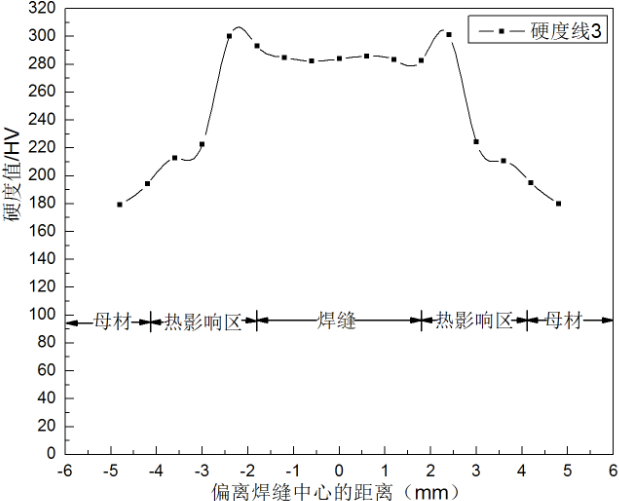
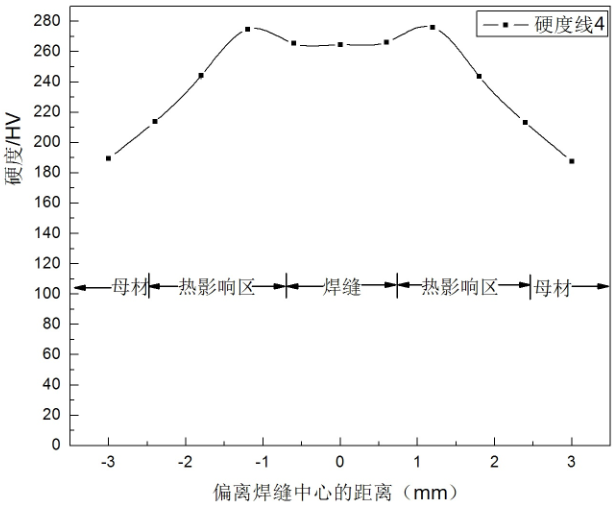
圖14 顯微硬度曲線圖
與傳統的電弧焊接相比,激光焊接有很大的優勢。激光深熔焊接的主要優點是:深熔焊接模式下焊縫深寬比大,焊道數量少,總的熱輸入量少,可大大減少焊接變形。所以,用激光焊替代目前船舶制造中使用的傳統焊接方法(主要是埋弧焊和活性氣體保護焊),使得不開坡口進行單道焊接或大大減少焊接層數成為可能,這能較大提高焊接速度和焊接生產效率,更重要的是能減小焊接變形;同時由于焊接熱源能量密度集中、線能量小、熱影響區很窄,使得焊接接頭的力學性能優異。激光-MIG復合焊接,結合了激光焊接和MIG焊接的優勢,可獲得較高的焊接效率及焊接質量。
1. 試驗設備與材料
試驗材料為24mm厚的船用鋼板。鋼板和焊絲的化學成分如表1所示,母材的組織為塊狀鐵素體和珠光體的機械混合組織。試驗采用創鑫激光2500W連續光纖激光器。系統中的電弧焊機采用kemppi公司生產的Kemppi Pro增強型焊機。
表1 鋼板和焊絲的化學成分(wt,%)
2 厚板多道焊接工藝
2.1 坡口形式
坡口的設計對于激光焊接的質量與效率都有很大的影響。確定的坡口形式如圖1所示。根據激光的功率,鈍邊厚度確定為12mm,在坡口下部開了一個4×3.6mm矩形槽,主要是為了在第一道純激光焊接的時候有效地抑制激光光致等離子體,使得焊接過程穩定,保證焊接質量。
圖 1多道焊的坡口形式
2.2 焊接工藝優化
試驗中共通過5道實現24mm厚船用鋼板的激光焊接。第一道采用純激光對試樣根部進行焊接,其余焊道采用激光-MIG復合焊接,隨著填充焊道數的增加,激光功率逐漸減小,送絲速度逐漸增加,電弧電壓基本維持不變。對獲得的焊縫宏觀截面進行檢測,沒有發現裂紋產生,存在極少量的細小的分散氣孔,采用的多道焊工藝能夠滿足船用技術要求。
激光焊接和MIG焊接恒定的工藝參數為,離焦量:-2 mm,激光側吹氣體及流量:100%He,30 L/min,MIG保護氣體及流量:75%He+25%Ar,30 L/min,焊絲伸出長度:16 mm,激光與電弧間距為4mm。
圖2為24mm厚板激光多道焊接的焊縫橫截面,從圖中可以看到多道焊形成的5條焊縫。
圖 2 多道焊的焊縫橫截面
3 試驗結果與分析
3.1 多層焊接組織
(1)焊縫組織
由于采用多道焊接,在焊接熱循環的作用下,上一焊道的組織受下一焊道的影響,因此主要分析未受其他焊接道次影響的焊縫組織和受其他道次影響的焊縫組織。圖3和圖4所示為未受其他焊接道次影響的純激光焊接和最后一道激光-MIG復合焊的焊縫組織。純激光焊的焊縫主要為板條馬氏體和少量上貝氏體組成。該鋼材的碳含量并不高,但是由于激光焊接的冷卻速度快,焊縫有淬硬傾向,激光焊接后焊縫金屬因激光焊特有的高速冷卻而容易形成馬氏體淬硬組織,一般具有較高的強度和硬度,但會降低沖擊韌性。第2~5道采用激光-MIG復合焊,由于焊絲含碳量較低,焊縫冷卻后的組織主要為板條馬氏體,在原奧氏體晶界也有少量羽毛狀的上貝氏體組織。
圖 3 純激光的焊縫組織
圖4 激光-MIG復合焊的焊縫組織
圖5~8所示焊縫組織為焊縫的重疊區(焊縫按多道焊接的先后順序依次為焊縫1、2、3、4、5),代表了多道焊之間的影響。采用多道焊接,由于后一道焊接時的熱循環作用,位于后一道焊縫熱影響區范圍內的組織發生了改變,處于回火溫度區域內的前一道焊縫的馬氏體組織發生回火,轉變為以粒狀貝氏體、上貝氏體和板條馬氏體為主的混合組織,這降低了焊縫硬度,改善了性能。
圖5位于焊縫2熱影響區內的焊縫1的組織
圖6位于焊縫3熱影響區內的焊縫2的組織
圖7位于焊縫4熱影響區內的焊縫3的組織
圖8位于焊縫5熱影響區內的焊縫4的組織
圖5所示為純激光焊接焊縫受到的影響,其組織主要為板條馬氏體和少量粒狀貝氏體;圖6和圖7所示組織主要由粒狀貝氏體和少量馬氏體組成;圖8所示組織由粒狀貝氏體、馬氏體和少量上貝氏體組成,與圖6和圖7相比,馬氏體數量有所增加。
(2)熱影響區組織
圖9和圖10分別為純激光焊接熱影響區的粗晶區和細晶區的金相組織。如圖9所示,焊縫附近的完全淬火區,焊接時溫度在固相線以下到1100℃左右,金屬處于過熱狀態,奧氏體化時晶粒嚴重長大,形成粗晶區,焊后的淬火組織為粗大的板條馬氏體;如圖10所示,焊接時母材金屬被加熱到溫度AC3以上的部位,發生重結晶,鐵素體和珠光體全部轉變為奧氏體,在空氣中冷卻后的組織為細小均勻的粒狀貝氏體和板條馬氏體。圖11和12分別為激光-MIG復合焊熱影響區的粗晶區和細晶區的金相組織。粗晶區為粗大的板條馬氏體組織,細晶區為均勻分布的粒狀貝氏體和板條馬氏體組織。可以看到,激光-MIG復合焊熱影響區的晶粒更細小,細晶區的粒狀貝氏體數量更多。
圖9 純激光焊接的粗晶區
圖10 純激光焊接的細晶區
圖11 激光-MIG復合焊的粗晶區
圖12 激光-MIG復合焊的細晶區
3.2 顯微硬度分析
全面測試了焊縫的硬度,測試硬度的位置如圖13所示。
圖13 硬度線示意圖 Figure 13 Diagrammatic sketch of hardness line
圖14-(a)硬度線1顯示多道焊焊縫中心的硬度分布,圖14-(b)的硬度線2代表最后一道激光-MIG復合焊的焊縫和熱影響區的硬度分布,圖14-(c)的硬度線3代表中間道次激光-MIG復合焊的焊縫和熱影響區的硬度分布,圖14-(d)的硬度線4代表第一道純激光焊的焊縫和熱影響區的硬度分布。
(a)硬度線1 (b)硬度線2
(c)硬度線3 (d)硬度線4
圖14 顯微硬度曲線圖
由圖14-(a)可知,沿焊縫中心線從上到下硬度的總體趨勢是逐漸降低,即多道焊時越靠后道次焊縫的硬度越高,結合前述多道焊之間的影響可知,這是由于后道次焊接時的熱量輸入使靠前道次焊縫的馬氏體組織發生回火,使得位于后一道焊縫熱影響區的組織轉變,因此降低了焊縫的硬度。由圖14-(b)、14-(c)和14-(d)可知,母材硬度最低,在焊接接頭的熱影響區的細晶區硬度最大,在焊縫區又降低,出現一個近似的平臺區,這是由于焊縫區主要為粗大的板條馬氏體和少量貝氏體,硬度較高;細晶區同樣為馬氏體,但馬氏體更細小,所以硬度更大;并且硬度線峰值的大小關系是:硬度線2>硬度線3>硬度線4,這也印證了圖14-(a)的硬度變化趨勢。 總之,多道焊接頭的最大硬度為370HV左右,小于380HV,滿足使用要求。
4 結論
(1)根據激光焊接特點,設計了24mm的船用厚板坡口,采用優化的焊接工藝,用5道焊接實現了24mm的船用厚板激光焊接,其中第1道為純激光焊接,第2~5道采用激光-MIG復合焊接。獲得的焊縫通過宏觀截面檢測,存在少量的分散氣孔,沒有裂紋,能夠滿足船用技術要求。
(2)純激光的焊縫為主要為板條馬氏體和上貝氏體的混合組織;激光-MIG復合焊的焊縫組織主要為板條馬氏體;多道焊接時道次之間存在影響,焊縫重疊區域的組織主要為粒狀貝氏體和板條馬氏體;焊縫的熱影響區的粗晶區組織主要為粗大的板條馬氏體,細晶區的組織主要為均勻細小的粒狀貝氏體和板條馬氏體組織。
(3)沿焊縫中心線從上到下硬度的總體趨勢是逐漸降低;硬度值從母材逐漸增大,在焊縫熱影響區的細晶區達到最大,在焊縫區又降低,出現一個近似的平臺區。焊接接頭硬度最大值為370HV左右,小于380HV,滿足使用要求。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們

