





傳統晶硅太陽電池主要是由硅組成,電池主要部分易碎、易產生隱形裂紋,大多有一層鋼化玻璃作為防護,容易造成重量大、攜帶不便、抗震能力差等劣勢。另外,由于在硅料提純、制作過程中的能源消耗,造成其發電成本遠高于其他能源形式。相較之下,非晶硅薄膜電池,具有性能穩定、抗輻射能力強等優勢,且光電轉換效率高,已接近于晶體硅太陽能電池的轉換效率,但是成本只有其1/3,具有廣闊的市場前景。

傳統晶硅太陽電池主要是由硅組成,電池主要部分易碎、易產生隱形裂紋,大多有一層鋼化玻璃作為防護,容易造成重量大、攜帶不便、抗震能力差等劣勢。另外,由于在硅料提純、制作過程中的能源消耗,造成其發電成本遠高于其他能源形式。相較之下,非晶硅薄膜電池,具有性能穩定、抗輻射能力強等優勢,且光電轉換效率高,已接近于晶體硅太陽能電池的轉換效率,但是成本只有其1/3,具有廣闊的市場前景。
在所有太陽能薄膜電池材料中,CIGS(銅銦鎵硒)電池對可見光的吸收系數最高,而且原材料的消耗卻遠低于傳統晶體硅太陽電池。與高效率高成本的晶體硅太陽電池和低效率低成本的非晶硅太陽電池相比,CIGS太陽電池具有高效率、低成本、長壽命的多重優勢,是最具希望降低光伏發電成本的高效薄膜太陽電池,并且它可以充分利用我國豐富的銦資源,是真正符合國家法規鼓勵條款的適合中國國情的可再生能源技術,具有廣闊的發展前景。
根據基板材料的不同,太陽能薄膜電池可分為硬襯底和柔性襯底兩大類。柔性太陽能薄膜電池是指在柔性材料(如不銹鋼、聚酰亞胺等)上制作的薄膜太陽能電池,與硬襯底(如玻璃)薄膜太陽能電池相比,柔性薄膜太陽能電池具有可彎曲、不易碎、質量輕等優點,應用廣泛。本文著重介紹以聚酰亞胺(PI)為襯底的柔性太陽能薄膜電池在制造過程中所應用的包括激光在內的技術。
柔性太陽能薄膜電池制程概述
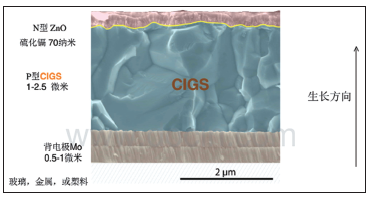
CIGS太陽能薄膜電池制作時因襯底需要覆有Mo層,一般采用直流磁控濺射法沉積Mo鉬作為支持層。而CIGS薄膜的生長則采用“三步共蒸發”工藝,再采用水浴法沉積CdS薄膜,接著濺射雙層的ZnO薄膜,再用電子束蒸發制備Ni/Al電極,最后上面再覆蓋一層增透膜MgF2。簡要結構如圖1所示:
圖1:CIGS結構見圖。
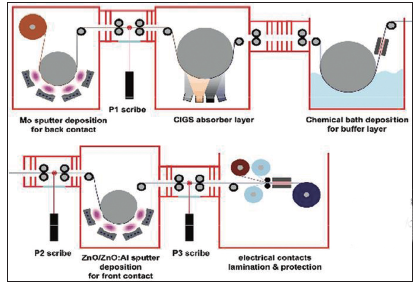
在每層薄膜被沉積后,均需利用激光對膜層進行刻蝕,使各個電池之間串聯起來,即我們常說的P1/P2/P3制程,這樣,就能夠根據電池寬度設定電池和模塊的電流。同時,利用激光或其他方式對指定位置進行割邊絕緣操作,要求切割的邊緣光滑且具有一定的寬度,保證電池間的絕緣性。制程示意圖如圖2所示。
圖2:P1、P2、P3切割效果及電流走向示意。
各制程簡要說明如下:
P1:在基板上制備好背電極Mo(一般采用磁控濺射的方法)之后,對其進行劃線,即將基板上面的Mo電極進行分割,要求刻蝕掉Mo層,但不損壞襯底PI,使其后續作為子電池,便于串聯。
P2:制備好吸收層CIGS及緩沖層CdS后,對該部分薄膜進行劃線,要求將非晶硅膜層(即CIGS吸收層)完全刻蝕掉,但不損壞背電極Mo和襯底,便于實現后續的串聯。
P3 :制備前電極、窗口層,并對該層薄膜進行劃線,要求將前電極層和吸收層全部去除,但不損壞背電極Mo和襯底,以實現電池的分離。
采用PI柔性襯底,可利用卷繞技術(Roll-to-Roll生產工藝),將材料折疊成卷,可大規模制造質量輕、可彎曲的電池,相對于傳統的剛性襯底(玻璃等)薄膜電池,可大大提高生產效率,流水線生產過程如圖3所示:
圖3:卷繞技術流水線簡介。
多通道皮秒激光器:柔性太陽能薄膜電池的加工利器
皮秒激光的脈寬很短,只有幾個皮秒,具有很高的峰值功率。它與材料相互作用時, 刻蝕部分熱影響很小,產生“冷”加工的效果,避免不必要的熱效應,無熱影響區,且邊緣光滑,因此可利用皮秒激光進行高精密加工。皮秒激光器波長涵蓋紅外到紫外,可處理的材料范圍極廣,適用于很多場合的加工應用。
在薄膜太陽能電池的加工過程中,最早采用的是機械劃刻的方式,操作復雜、邊緣粗糙,且死區(Dead Area)寬度過大,約為300μm,若采用皮秒激光進行刻蝕,死區寬度僅為140μm,且各邊緣光滑、邊界明顯、操作簡單。目前太陽能薄膜電池加工過程中激光刻蝕采用的多為納秒脈沖激光器,與皮秒激光器相比,這些納秒激光器的脈寬要寬約1000倍,加工時熱效應明顯,存在邊緣粗糙、表面碎屑、加工速度慢等缺點。
皮秒激光器以其優異的加工能力,使其在太陽能薄膜電池加工領域中獲得了極高的市場前景。但是,單臺皮秒激光器成本高昂,而在薄膜太陽能電池生產過程中,不同的制程需要不同的光源參數,則需要配套多臺皮秒激光器才可完成整個生產過程,使得生產設備成本過高,一般廠家難以接受。
圖4:多通道皮秒固體激光器。
針對這一現狀要求,萊澤光電在全國首推四通道皮秒固體激光器(如圖4所示),波長分別為1064nm、532nm(1路1064nm,3路532nm),脈沖寬度<15ps,功率穩定性<1%,脈沖穩定性<3%。四路激光的參數可單獨控制,完美解決了生產成本過高這一問題。利用相關光學器件,將不同光束引導到不同的位置,在CIGS進行卷繞加工時,可同時進行激光在線工作。
實際案例
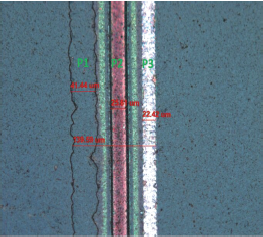
實驗數據:P1制程時,激光能量50μJ,重復頻率50kHz,波長532nm,振鏡掃描速度20mm/s , 聚焦鏡焦距250mm;P2制程時,激光能量5μJ,重復頻率500 kHz , 波長532 nm, 振鏡掃描速度250mm/s , 聚焦鏡焦距250mm;P3制程時,激光能量1μJ,重復頻率50kHz,波長532nm,掃描速度500mm/s,聚焦鏡焦距250mm。最終加工效果,如圖4.1所示。
圖4.1:實際加工效果。
割邊工藝采用1064nm皮秒激光,工作頻率50kHz,脈沖能量大于30μJ,掃描速度20mm/s,獲得完全絕緣的邊緣隔離。
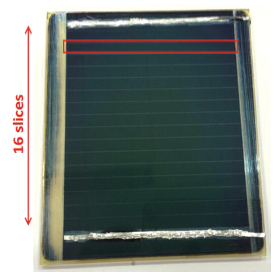
利用相關光學器件,將光束分光,則可進行批量加工,如圖4.2所示,可同時進行16片太陽能薄膜電池的批量加工。
圖4.2:模塊化生產。
鑒于此,在PI襯底的太陽能薄膜電池加工過程中,使用這類四通道皮秒固體激光器,激光參數優異、性能穩定,四路激光可同時獨立控制,一臺激光器代替了傳統的多臺激光器,不僅加工效果優異,而且顯著優化了生產成本,配合柔性薄膜電池的卷繞加工技術進行在線加工,可大大提高產品的質量及生產效率。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

























 關注我們
關注我們

