






2012年7月,美國能源部(DOE)簽署了一項370萬美元的資金計劃,資助一家企業集團開發新型超快脈沖(UFP,也稱超快)激光技術,以便為汽車燃油噴射器打造新一代制造工藝。
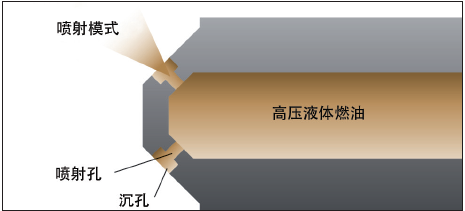

這項資助計劃的目標頗具雄心,具體來說,旨在研究及開發出生產效率提高25%、加工時間比常規加工工藝縮短50%,同時噴射器的燃油經濟性比現有汽油直接噴射(GDI)部件高出10%的生產工藝(圖1)。
圖1:典型汽油直噴(GDI)式噴油器示意圖
同時,這項資助計劃也是政府旨在推進“創新制造技術”的一個大型項目的一部分,目的是開發新的制造設備、技術、工藝,幫助美國制造商“顯著提高他們加工生產和經營過程中的能源效率,并且致力于降低成本。
當時,脈沖寬度處于飛秒水平的超快脈沖激光器還處于實驗室階段,尚未得到規模化的工業應用(圖2)。1987年,Bill Clark博士通過向科研儀器市場推出產品,首先實現了超快脈沖激光器的商業化。此后,他位于密歇根州德克斯特市的公司Clark-MXR 繼續開發出首臺在工業環境中被應用于微加工領域的飛秒激光器。但是Clark 在2014 年的一次采訪中告訴ILS(工業激光解決方案)雜志,“那個產品架構的橫空出世足足提前了十年時間。”
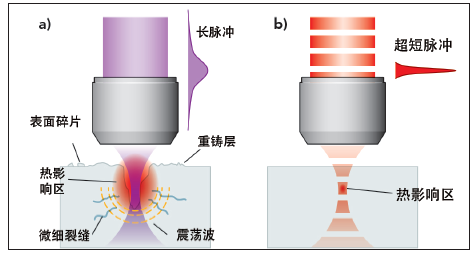
圖2:超快脈沖激光與長脈沖激光對比
2006年,Extrude Hone Laser Technologies公司 ( 位于賓夕法尼亞州歐文市) 和General Atomics公司( 位于加利福尼亞圣地亞哥市) 利用二極管泵浦固態(DPSS)納秒綠光(532nm) 激光器,為美國國防部開發出一款基于激光的柴油噴嘴鉆削系統,以滿足這一產品加工的需求。
2012年,飛秒激光器開始被用于矯正視力,但這些激光器只是在辦公環境下每天得到幾次使用,而非在工廠內的7天24小時全天候狀態。
非熱加工技術的前景
飛秒激光是一種速度達千萬億分之一秒的脈沖光,遠比部件的吸熱速度更快。這就確保了能夠實現無熱加工(athermal machining), 也稱之為非熱消融(athermal ablation)。即能夠以超快的速度,在沒有熱損傷的情況下去除材料上的微小顆粒,從而使新型汽油直接噴射式(GDI) 發動機的噴射孔設計成為可能。
光速加工不僅可以確保噴射器得到經濟高效的加工,同時該工藝還有望剔除精密制造工藝中最昂貴、最耗時的棘手加工步驟之一:去除瑕疵的后加工流程。
“這樣一來,有望提高能效20-25%,加工時間可以顯著降低,”美國能源部指出,“不需要耗材,這就大大降低了材料成本和相應生產所需的能耗。另外,這一工藝還省去了后加工以及相應的化學制品的應用。毋庸置疑,采用這種超快激光加工技術給多個加工領域帶來了廣泛的影響和不可低估的裨益。”
傳統方法
過去,汽車噴油器的加工一直沿用電火花加工(EDM)技術,這是利用浸在工作液中的兩極間脈沖放電時產生的電蝕作用蝕除導電材料的特種加工方法。然而,這種電火花加工方式,不僅工藝速度慢而且成本不菲,同時還必須使用多種化學物質,以完成鉆孔,以及消除加工過程中與受熱息息相關的一系列工藝(如熔融、去毛刺、重鑄加工等)帶來的瑕疵。
“傳統的加工平臺非常不適合生產精度要求高的小型部件,”美國能源部指出,“目前的機加工設備通常太大、不靈活,缺乏以所需精度加工形狀復雜或需彰顯細節特征的部件的能力。”
致勝因素
GDI噴嘴的直徑大約為200微米,相當于人的發絲粗細。如果邊緣質量、表面質量、圓度、錐度等方面和要素控制得當,其有助于在降低油耗的同時,提高燃燒效率。
汽車生產商面臨的另一個難題是如何在加工過程中精準和高效控制部件。激光器的精度依賴于所用控制系統,獲得可靠、可重現的微米級加工精度是一項重大的里程碑式。美國能源部指出,“將激光器與高精密加工設備相結合,可以實現加工工藝的自動化,并提速加工流程。”
解決方案
受DOE資助、為汽車噴油器開發出新型加工工藝的企業之一包括坐落于美國伊利諾伊州芝加哥市的Microlution公司。該公司為滿足這個越來越微型化的世界所需的高精密應用構建了優化的微細加工平臺。
圖3:Microlution 公司用于微加工的MLDS 飛秒激光工作站
Microlution采用集成式的UFP激光器打造了一個飛秒激光微加工工作站(圖3)。該工作站旨在非常準確地操控控制部件的運動(以確保其達到微米級精度)。此外,該系統還將完全整合三項技術的控制系統:機器運動;UFP激光器;先進的5D 振鏡。該激光加工平臺不僅需要控制單純的噴油器部件,還需要確保穩定性,避免干擾生產制造環境中一直非常纖弱的激光束。熱穩定性和慣性穩定性是在日復一日、經年累月中達到高加工能力指數(CPk)生產標準的關鍵。
可喜的成果
快到2015年時,DOE發布了一份項目報告,指出團隊“已經成功利用該飛秒激光技術生產出了GDI噴油器”。具體報告的項目目標如下:
● 開發出一種集成式激光器與掃描頭,可實現在迎角(attack angle)大于80%的情況下轉速超200Hz 的預期目標(已完成);
● 結果顯示,燃油噴射孔的鉆銑時間低于8 秒,與現有微加工工藝相比,機加工時間縮短50%,且沒有損失質量(已完成);
● 與傳統微加工工藝相比,激光加工效率提高20-25%(已完成);
● 生產了已經通過發動機冷啟動測試的噴油器,該技術開始按照生產環境進行設置(2014年完成,由汽車生產商采用)。
“因此,這一項目的完成最終將帶來一種制造技術,可以為多個不同市場所用的難加工材料減少加工步驟以及降低能耗,”DOE表示,“未來,Microlution公司將會把重點放在與電子和生物醫療行業相關的超快激光平臺的應用開發上。”
這不僅是公私合作伙伴關系的成功案例,也是工業用超快脈沖(UFP)激光器商業化的故事。專注于超快激光技術開發的美國Clark-MXR 公司是首家認識到UFP 激光器在微精加工領域對改善制造工藝帶來巨大潛力的企業。耗時多年才找到UFP 激光器的“絕殺應用”、開發出可以在制造環境下應用的系統。
持續改進
如今,用于制造新一代噴油器的這種超快激光技術已經在全球多家汽車零部件制造商得到應用。甚至還通過整合部件前后測量以驗證部件精度、整合先進機器人和自動化技術的方式,獲得了更高的效率。
另外,如美國能源部所預測,該項技術也已在其它行業得到應用,包括醫療器械制造業和航空產業等。
總而言之,本文是超快脈沖激光器從實驗室走向7天24小時全天候工業化應用的一個佳例,它突顯了微米級加工精度的必要性和重要性,以充分利用激光光源所能達到的精度。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

























 關注我們
關注我們

