






激光焊到底是什么?
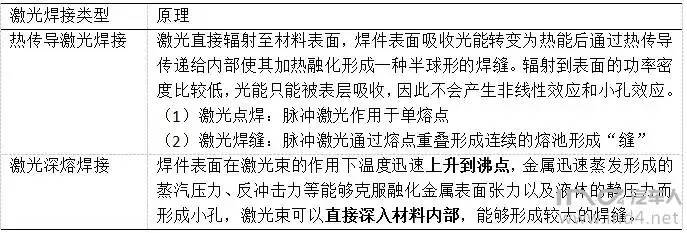
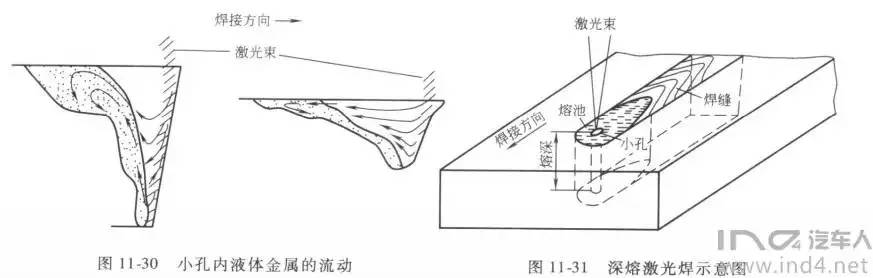
激光焊接是用激光作為熱源對材料進行加工,使材料融化而聯結的技術,從原理上可分為熱傳導激光焊接和激光深熔焊接兩類,二者的根本區別在于內部金屬是否與激光直接作用。所學的教材上將“多機械手臂協同激光焊接汽車車架”歸類為熱傳導激光焊接,參考的一篇文獻上指出“汽車板的激光焊接一般采用深熔焊接方式......獲得深而窄的深寬比焊縫”。
激光焊接可以采用多種接頭結構,其中常用的有搭接和對接兩種方式,搭接在白車身的激光焊接中具有廣泛的應用,美國的福特、通用,德國的奔馳、大眾,上海通用公司已經用其完成車頂和側圍的鏈接,包含重疊接頭和T接頭。對接接頭根據板厚的不同可以分為等厚對接和差厚對接,是激光拼焊板的主要形式。

此外,對一些特殊情況激光焊接也進行了改進,比如鍍鋅板的激光焊接中會出現鋅層燒損的現象,研究表明在搭接界面處添加金屬粉末可降低鋅蒸汽和鋅等離子體對激光束的阻隔效應,能改善鋅層燒毀的現象,標致508、雪鐵龍C5、高爾夫A4、寶來A4、奧迪A6L等車型均采用了這種激光釬焊技術來焊接使用鍍鋅板的零件。
激光焊的過人之處
適應性強:傳統的電阻焊不適合異質材料的焊接,但激光可以焊接異種金屬材料,甚至可以焊接金屬和非金屬材料,這在用輕金屬材料、復合材料替代鋼制部件實現輕量化中就尤為重要了。此外傳統的電阻焊受到空間限制時會無法作業,如間隔相距較小的門框和后蓋重。
加工效率高:激光焊接的自動化程度與電阻焊接相比更高,焊接速度更快,非常適合焊接像車身和側圍這樣的大范圍連續車身部件。當遇到多種車型共線生產時,激光焊接只需要用切換裝置將激光束傳送至多個工作站,就可以進行另一種車型的生產,而沒有如此柔性的電阻焊接還需要對若干焊接機器人重新編程。
加工質量好:激光具有高能量密度、瞬態性和非接觸等特點,激光局部加工時對非激光部位照射影響很小,因此熱影響區小,工件變形量小。有文獻稱一汽大眾生產的速騰白車身采用了21臺激光焊機,焊縫長度為9米,整體車身強度提高30%。此外激光加工相比與傳統的電阻焊也具備更良好的焊縫外觀。
激光焊的劣勢所在
激光焊接的劣勢需要從各種具體方式都具備的共性和只有部分方式具備的特性2個層面展開。其共性主要是能量轉化效率較低(有文獻低于10%),焊道快速凝固可能造成氣孔及脆化,以及設備昂貴。激光焊接的不同操作方法對焊接的質量影響不同,如重疊搭頭對定位要求低鋅蒸汽難以溢出,容易出現氣孔、未熔合、飛濺等缺陷,而T接頭方式雖對定位要求高,但鋅蒸汽容易溢出。
激光焊是否愛恨兩難?
把激光焊視為汽車工藝史上最大騙局的文章,深入分析了激光焊的種種優點然后筆鋒一轉,稱這些優勢都只是對車企有益,宣傳中模糊的“車輛整體強度整體大幅度提升”并無法給用戶帶來質的飛躍,對用戶而言沒有多大意義。另外一篇寫車企使用“激光焊優于傳統電阻焊”的觀點忽悠用戶的文章,則以把傳統點焊焊得密集一些同樣能夠實現激光焊的強度的邏輯來論證(顯然這需要考慮傳統點焊的熱影響區的問題)。其實兩片文章都隱含著這樣的情感“激光焊,你既然有如此多的優勢,為什么不能再強度提升上實現質的飛躍呢?為什么要讓車企用你不夠強勢的強度提升當忽悠手段呢?”,怒其不爭啊!下面給出某車企的忽悠手段:


轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們

