






以光伏電池片切割為基礎的技術革新衍生出種類眾多的光伏組件新產品,例如半片組件、210電池三分片組件、疊瓦組件、板塊互聯組件、無縫焊接多主柵組件等等,激光劃裂成為組件產品迭代升級的不可或缺的工藝環節。
市場上常規激光劃裂技術以激光燒蝕配合機械掰片技術為主流:首先利用激光在電池的背面加工出一條貫穿表面的切割道,再采用機械法將電池片沿著切割道掰開。雖然多刀激光切割技術的引入將常規激光劃裂機對電池片的損傷降低至基本滿足企業要求,但隨著超小電池片間距(零間距,甚至負間距)、大尺寸硅片和超低溫電池等工藝路線的誕生,常規激光劃裂工藝難以滿足超高的加工品質要求。憑借多年的技術沉淀,大族光伏裝備推出革命性的無損激光劃裂技術,并竭力推廣為市場主流,該技術方案徹底解決了常規激光劃裂機不可避免的電池片損傷問題。
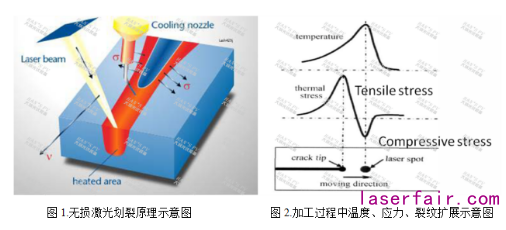
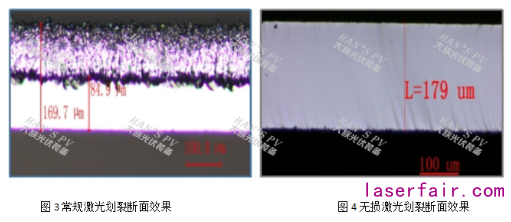
無損激光劃裂技術的核心原理是激光熱應力控制斷裂技術:利用激光對材料進行局部快速加熱,緊隨其后的配套冷卻技術產生一個不均勻的溫度場,該溫度場會在材料表面產生溫度梯度,從而誘發熱應力的產生;其中激光光斑中處于壓應力狀態,而激光光斑前后處于拉應力狀態,由于脆性材料抗壓剛度遠大于抗拉強度,當拉應力達到材料的斷裂強度時,就會使材料發生斷裂,斷裂會隨著激光及后續冷卻的移動軌道穩定擴展,前提是在電池片邊緣加工一個超小的槽口,斷裂擴展會從槽口開始。
無損激光劃裂技術與常規激光劃裂技術的主要區別和優勢如下:
斷面形貌
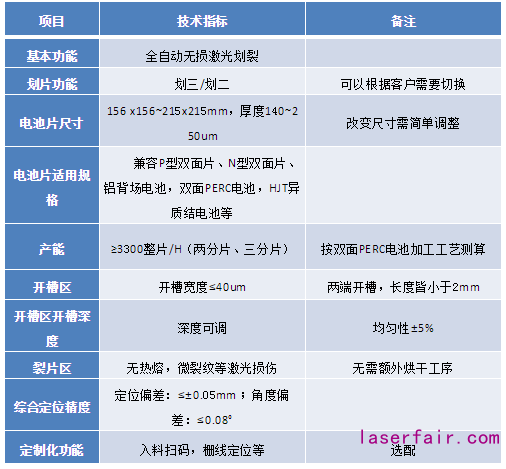
常規激光劃裂在電池表面燒蝕形成的切割道:寬度為30μm、深度為60-90μm,同時表面橫向熱影響區會擴展到80μm左右,截面形貌如圖3,50%左右截面存在熱損傷;而無損激光劃裂的硅片截斷面干凈、不存在損傷點,主要原因是無損劃裂過程不存在激光高溫燒蝕過程。
加工粉塵
常規激光劃裂工藝要求去除切割道內的硅材料,因而產生大量硅粉塵,需要特殊設計的除塵裝置,否則容易引發火災;而無損激光劃裂工藝產生的粉塵數量非常少,可忽略不計;
加工溫度
無損激光劃裂加工過程溫度控制范圍150-250℃,屬于低溫工藝;
性能測試
三點抗彎強度:與整片電池相比,無損激光劃裂電池片的強度幾乎保持不變,而常規激光劃裂電池片的強度下降10%以上,進一步證明無損激光劃裂機解決了電池片的損傷問題,這有利于產品加工過程中的破片率和返修率的控制,同時可加強產品在長期戶外應用環境下的可靠性,進而降低企業的成本,以上優點利于業內大尺寸硅片和劃三以上新工藝的導入;在電性能方面,相對常規激光劃裂,無損激光劃裂的PERC組件功率稍微提升,主要來自于熱損傷降低。
無損激光劃裂設備
無損激光劃裂設備設備名稱

更多設備詳情:400-930-5088
●全自動化流程,除人工取放料盒,生產全程無需人工干預;
●人性化交互界面,操作簡單,維護方便;
●自主研發微損傷激光加工工藝, 加工穩定性好;
●切割產品基本無激光損傷,無熱影響區,轉化效率高;
●切割產品基本無微裂紋,無粉塵產生,機械性能好;
●加工溫度低,可適配異質結電池切割;
●廣泛兼容主流及新型晶硅電池產品:鋁背場電池,單/雙面PERC電池,HJT異質結電池,TOPCon電池等。
技術參數一覽
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

























 關注我們
關注我們

