






本研究通過振蕩激光-電弧復合增材只在,開發了一種新的制造不銹鋼的方法。
為了平衡表面精度、沉積效率和沉積零件的機械性能,開發了一種新的集成振蕩激光束和冷金屬轉移電弧的增材制造方法。這種新方法被稱為振蕩激光-電弧復合增材制造(O-LHAM)。本研究比較了WAAM、LHAM和O-LHAM工藝的樣品性能。發現了一些新的現象是由光束振蕩引起的。
首先,O-LHAM樣品的表面粗糙度和最小加工余量均降低至WAAM樣品的20%,因為激光-電弧協同效應穩定了液滴過渡。其次,由于振蕩對熔池產生了強烈的攪拌作用,晶粒細化,
1. 介紹
電弧增材制造(WAAM)具有成本低、效率高的優點,是一種適合大尺寸零件制造的工藝。然而,由于高熱量輸入和大電弧力引起的熔池形狀不可控,導致表面精度差。為了解決這一問題,已經進行了許多嘗試,如采用更可控的低熱量輸入電弧和使用額外的銑削程序。然而,這些方法的效率并不令人滿意,因為低的熱輸入對應最小的沉積量。此外,頻繁的銑削干涉增加了制造時間。
激光-電弧協同效應可以增加電弧的電離度,固定電弧根,并在高焊接速度下穩定電弧。例如,在低碳鋼的激光-電弧混合焊接(LAHW)過程中,Moriakiet al.發現焊接速度從1 m/min弧焊增加到7 m/min。Gao等人觀察到鎂合金、銅合金和不同金屬在LAHW中的類似現象。
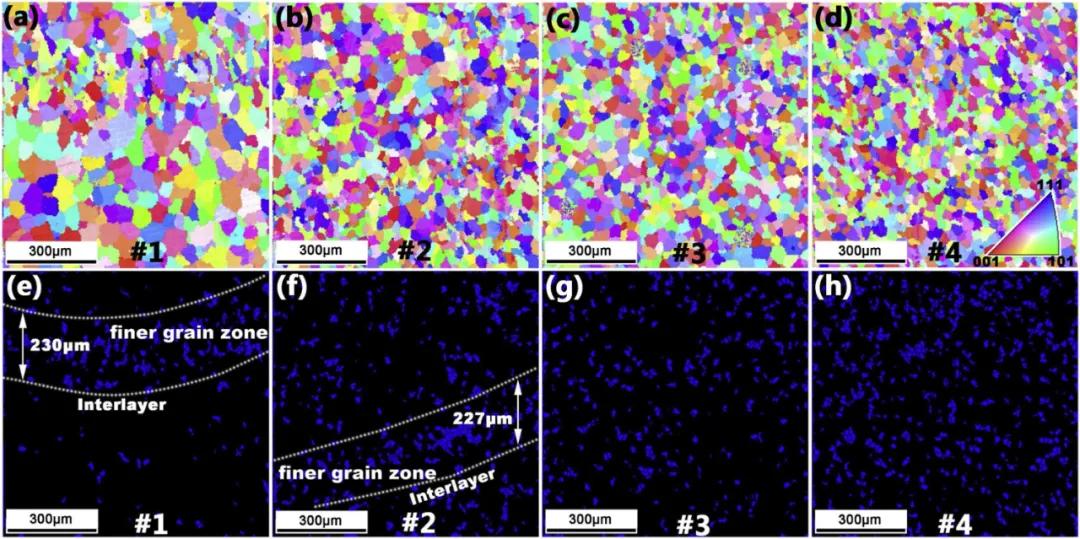
EBSD結果;(a) ~ (d):逆極圖映射;(e) ~(f):晶粒尺寸小于20 μm的晶粒映射;(a) (e):樣本1,av = 0 m s?2;(b) (f):樣品#2,av = 10 ms?2;(c) (g):樣品#3,av = 15 m s?2;(d) (h):樣品#4,av = 20 m s?2。
目前對激光-電弧混合增材制造(LHAM)工藝的研究有限。在K163高溫合金的LHAM工藝中,Zhang et al.發現激光-電弧協同效應提高了零件精度,但由于激光功率不足(225 W),沉積效率和速度沒有提高。因此,具有較強激光-電弧協同效應的大功率LHAM工藝可以有效提高表面精度,同時不損失沉積效率。
不過缺陷是,在高功率激光加工過程中容易產生孔缺陷,尤其是采用增材制造(AM)中典型的部分穿透模式時。這是由于鎖孔尖端不穩定和凝固速率高導致的。最近,Fetzer等人發現高能激光焊接過程中,由于氣泡被周期性振蕩的激光束捕獲,通過光束振蕩可以抑制氣孔的形成。結果表明,光束振蕩可以有效地解決高功率激光調幅過程中的孔隙率問題。
另一方面,以往的研究表明激光-電弧相互作用對提高表面精度的影響,但很少討論沉積樣品的微觀結構和力學性能。眾所周知,在AM過程中,熱循環和熱積累對試樣的組織和力學性能有顯著影響。Wang等人證實,垂直建筑方向上的力學非均勻性是由溫度梯度和冷卻速率的變化造成的。近基體區域(707 MPa)的抗拉強度優于層帶(684 MPa)和頂部區域(661 MPa),主要是由于形成了非均質組織、枝晶臂間距大、Laves較多。Kuryntsev發現了結晶速率對激光焊接過程中δ-鐵素體形成的顯著影響,得到了δ-鐵素體含量對焊縫性能的影響。
在目前的研究中,開發了一種集成了高功率振蕩激光束和冷金屬轉移(CMT)電弧的新型AM工藝,稱為O-LHAM。研究了沉積樣品的表面精度、顯微組織特征和拉伸性能,并與WAAM和LHAM工藝進行了比較。
2. 材料和方法
本研究使用的沉積絲為er316l不銹鋼(316SS),化學成分為C0.018-Cr19.53-Ni12.78-Mo3.09-Si0.35-Mn2.28-Fe平衡(wt. %),直徑為1 mm。在低碳鋼基體上以“之”字形的方式逐層沉積金屬絲。基材表面的氧化物和污染物用磨床拋光,在沉積前用丙酮清洗。
制造系統包括一個IPG YLS-6000光纖激光器,束波長為1070 nm,一個Fronius TPS4000 CMT焊機,一個SCANLAB HurrySCAN30電流計和一個Fanuc M-710iC機器人。該焊機采用協同模式,與CMT特性線,以統一電流、電壓和送絲行為。圖1為實驗裝置示意圖。激光束通過光纖傳輸到準直器。然后,它被銅鏡反射,被振蕩單元偏轉。最后,用f-θ物鏡對光束進行聚焦。WAAM工藝中,電弧炬與工件表面的夾角為90°。
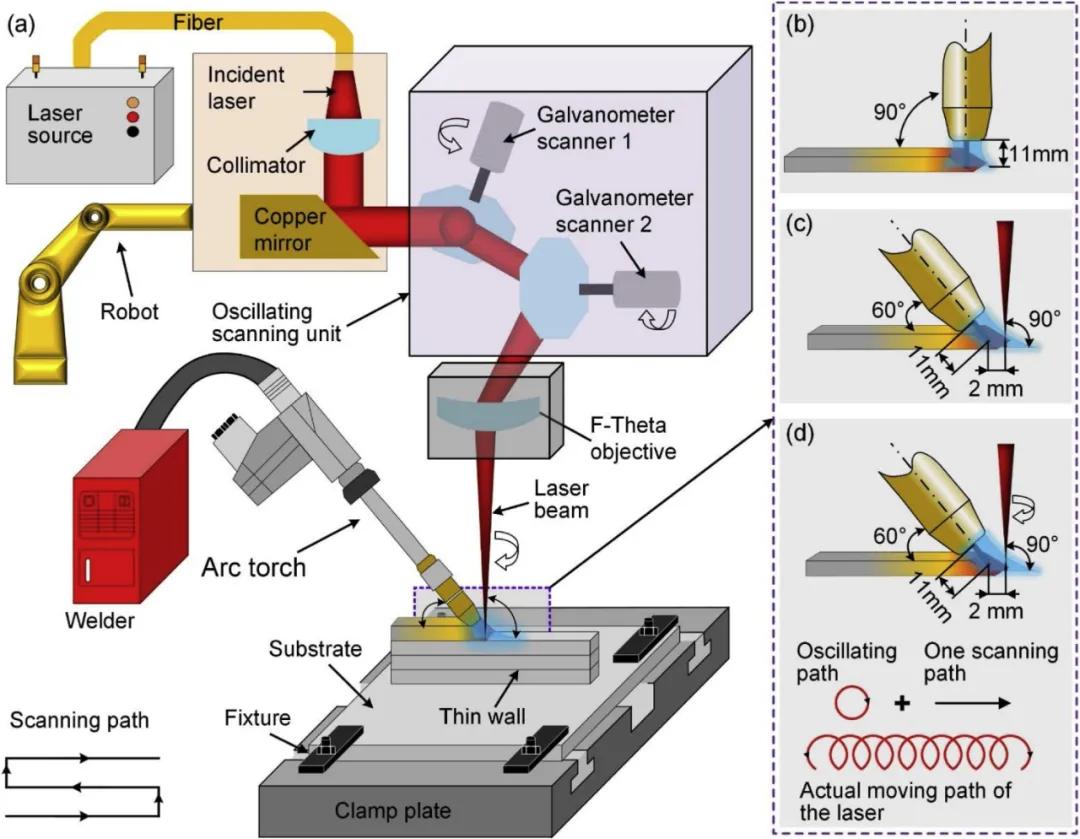
圖1 實驗設置示意圖,(a)全視圖,(b) WAAM細節,(c) LHAM細節,(d) O-LHAM細節。
表1 主要工藝參數。
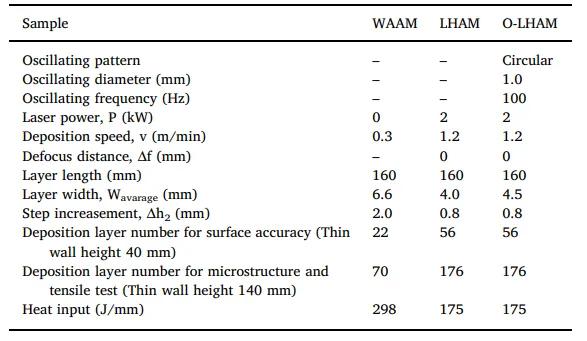
對于LHAM和O-LHAM工藝,激光束與水平方向的夾角為90°,電弧炬與工件表面的夾角為60°。鋼絲伸長為11 mm,激光弧距為2 mm。送絲速率為6 m/min,對應的平均電流為112 A,平均電壓為13.3 V。保護氣體為97.5% Ar + 2.5% CO2的混合氣體,流速為25 l/min。主要加工參數如表1所示。
實驗中制備了三種不同高度的薄壁。采用高度為40mm的短薄壁進行表面精度計算和表面細節顯示。采用高度為140 mm的高薄壁板對試樣進行顯微組織觀察和拉伸性能測試。
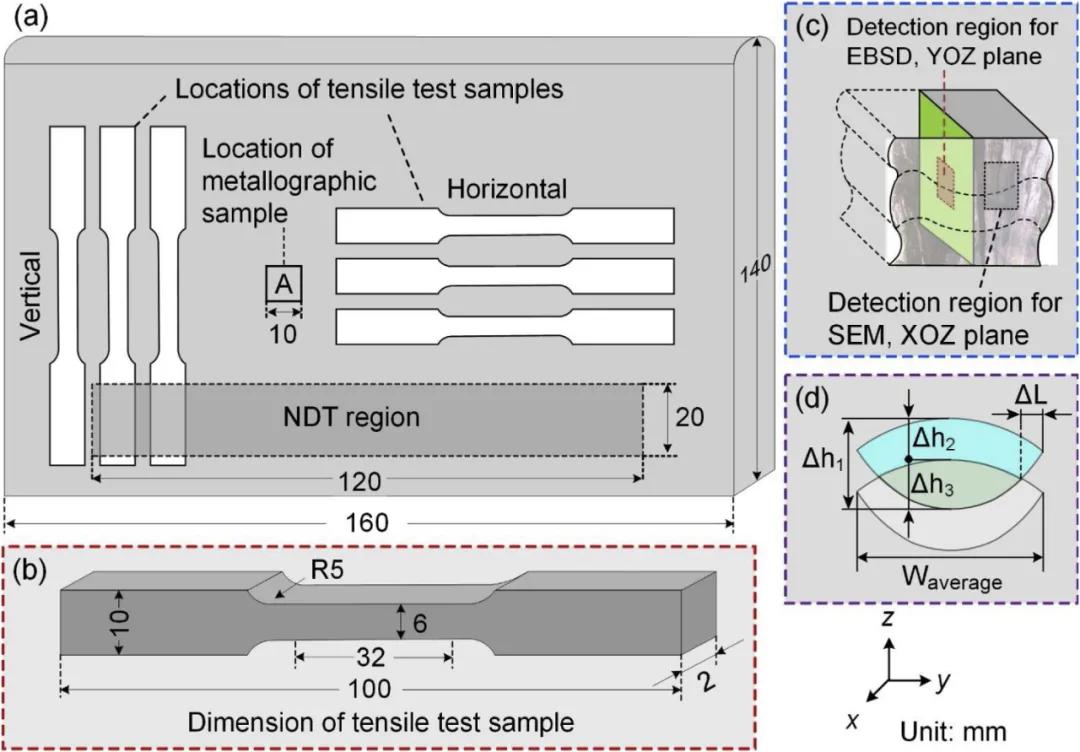
圖2 樣本切割位置的示意圖,(a)看來,(b)維度的拉伸試驗樣本,(c)的細節區域(a), (d)插圖的橫截面形狀,Δh1,Δh2,Δh3,ΔL, Wavarage表明單層穿透深度,層高度,重熔深度、水平距離內重疊的位置,以及相鄰兩層的外邊緣和沉積層的平均寬度分別。
如圖2所示,沉積后,按照NB/ T47013.2-2015標準,在y向20 ~ 140 mm、z向10 ~ 30 mm區域進行無損x射線檢測(NDT)。然后,根據圖3所示的坐標系,利用激光位移傳感器測量薄壁的輪廓。測量范圍為y方向30 - 130mm,間隔10mm交替測試10次。表面精度由表面粗糙度(R)和側壁最小加工余量(dmin)表示。

圖3 沉積薄壁表面形貌和側壁表面精度,(a) WAAM, (b) LHAM, (c) O-LHAM。
R是側壁輪廓上每個點到基線的絕對距離的平均算術偏差,由公式1計算,如下所示:

其中di為側壁輪廓上的點到基線的距離,n為試驗數,為由最小二乘法線性擬合輪廓計算出的理想基線。dmin可由公式2計算為:
孔隙度通常根據X射線無損檢測圖像或樣品的斷裂面計算。本研究采用X射線無損檢測圖像來計算整個樣品的孔隙度,因為它往往比從斷裂面獲得的孔隙度更準確,而斷裂面僅代表樣品的一部分。拉伸性能的各向異性定義為水平和垂直值之差與水平值之比的絕對值。
3. 結果與討論
3.1 表面精度
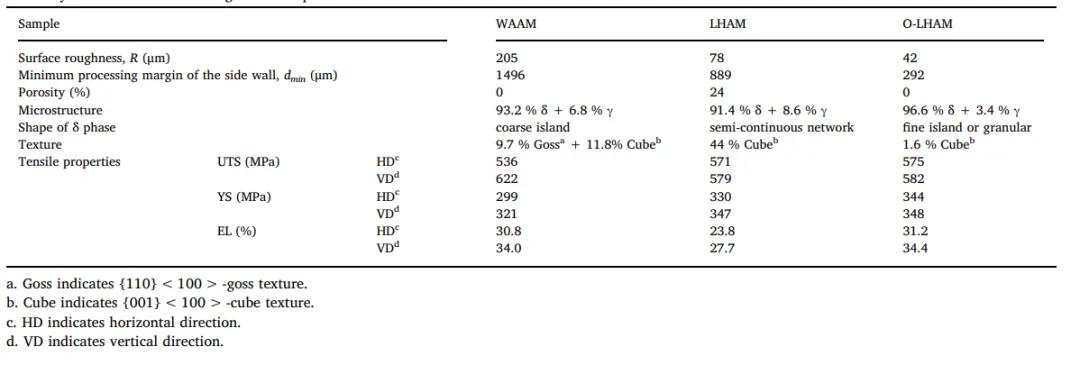
如圖3所示,WAAM、LHAM和O-LHAM樣品的側壁輪廓分別在?2440 ~ +130 μm、?960 ~ +270 μm和?280 ~ +170 μm之間波動。O-LHAM樣品的波動幅度小于WAAM和LHAM樣品。通過方程式1和2計算樣品的R和dmin,以更精確地描述這種還原。O-LHAM樣品的R值為42 μm,僅為LHAM樣品(78 μm)的54%,WAAM樣品(205 μm)的20%。此外,O-LHAM樣品的dmin為293 μm,僅為LHAM樣品(889 μm)的33%,WAAM樣品(1496 μm)的20%。因此,激光-電弧協同效應穩定了液滴沉積,從而平滑了沉積形貌。
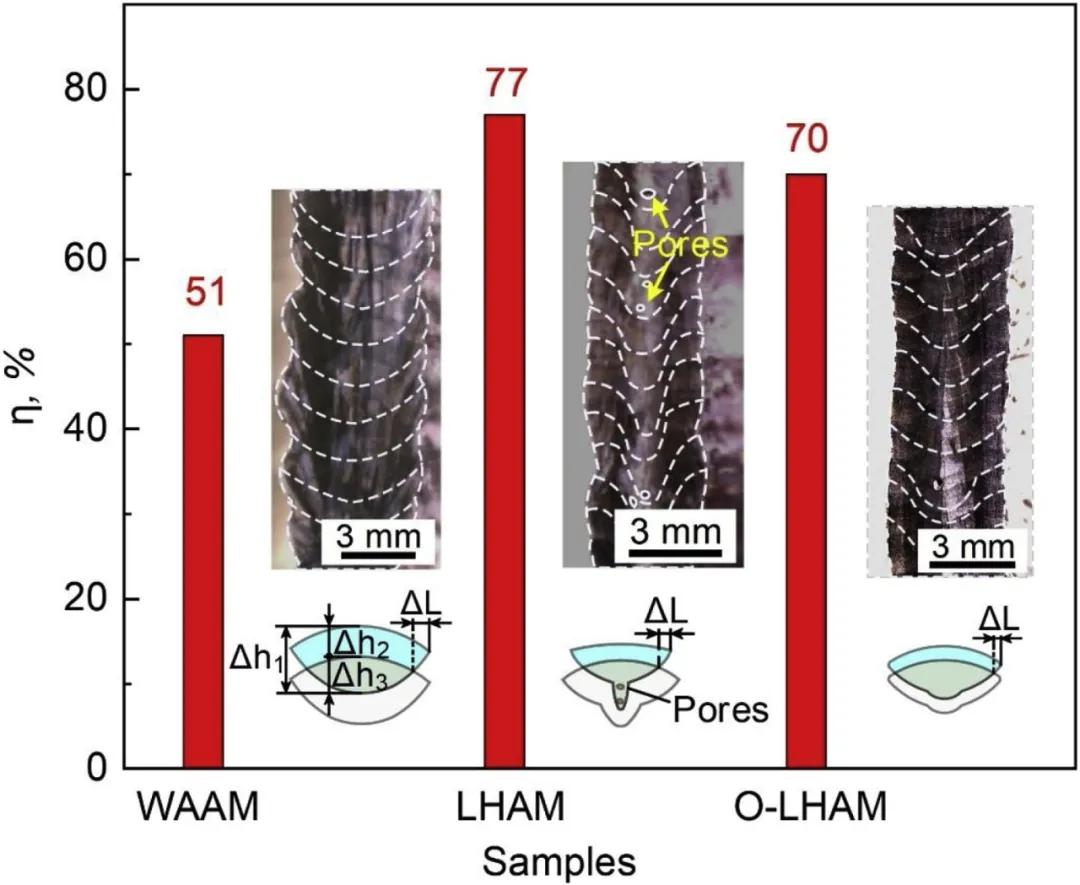
圖4 (a) WAAM、(b) LHAM、(c) O-LHAM的截面形貌和重熔率。
如圖4所示,WAAM試樣的橫截面呈新月形,Δh1為4.1 mm, Δh2為2 mm, average為6.6 mm。LHAM試樣的特征為:Δh1為3.5 mm, Δh2為0.8 mm, average為4.0 mm,為典型的激光-電弧混合焊縫的形狀。部分層的狹窄部分出現了一些孔隙。O-LHAM樣品的特征是WAAM和LHAM樣品之間的過渡形狀,Δh1為2.7 mm, Δh2為0.8 mm,平均為4.5 mm。WAAM、LHAM和O-LHAM樣品的Δh3值分別為2.1、2.7和1.9 mm。
O-LHAM樣品的重熔深度最小,但重熔率(η, Δh3 / Δh1的比例為70%,幾乎是WAAM樣品的1.4倍。η值越大,則ΔL越小,表面精度越高。對于LHAM工藝,較高的凝固速率和較深的熔深導致較淺的熔層和較高的重熔比。這減少了ΔL并使樣品表面光滑。對于O-LHAM過程,束流振蕩通過改變熔池溫度分布,引起垂直于水平方向的運動分量。這進一步使沉積層變淺,并通過減少交替激光或電弧引導模式對相鄰層寬度的影響,提高表面精度。
3.2 孔隙度
如圖5所示,通過x射線無損檢測,WAAM和O-LHAM樣品中均未出現孔隙,但LHAM樣品中檢測到大量直徑為0.1-2 mm的不規則鏈孔。LHAM樣品的計算孔隙率可達24%。高功率激光束可增加孔隙率,激光束振蕩可抑制孔隙率。
圖5 樣品的x射線無損檢測結果,(a) WAAM, (b) LHAM, (c) O-LHAM。
對于WAAM工藝,高熱量輸入的熱傳導模式導致熔池較淺,凝固速度較長。它通過提供足夠的時間讓氣泡揮發到空氣中來抑制氣孔。對于LHAM工藝(圖6a),由于激光鎖孔尖端在當前的局部穿透沉積過程中不穩定,熔池中容易出現氣泡。通常在LAHW中,電弧電流需要大于240A才能抑制孔隙率。然而,在本研究中有意將電流保持在較低的水平,因為大電流會導致熔體流動不穩定,不能提供穩定的樣品。
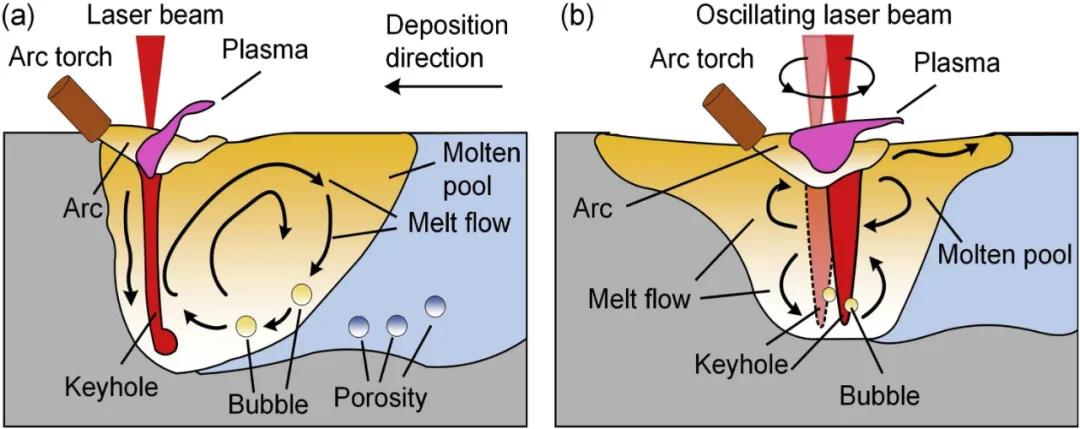
圖6 熔池中熔體流動示意圖(a) LHAM, (b) O-LHAM。
因此,氣泡不能通過熔體流動逃逸到空氣中,而是停留在沉積層中形成高孔隙度的。對于O-LHAM過程(圖6b),氣泡的形成與LHAM過程相似,但氣泡可以被周期性振蕩的激光束捕獲,并通過等離子體從鎖孔噴射到空氣中。此外,由于小孔尖端汽化減弱,氣泡體積減小,有利于氣孔抑制。
3.3 微觀結構
根據文獻,直接激光沉積(DLD)制備的316SS的顯微組織由γ和δ相組成。如圖7所示,由于熔池中沿建筑方向的溫度梯度高于其他任何方向,三種樣品均表現為外延生長枝晶。從圖7a可以看出,每個沉積層被劃分為兩個區域:細晶粒的再熔區和粗晶粒的熔化區。三種工藝的重熔區δ相均表現為細長條帶(圖7b-d)。WAAM、HLAM和O-LHAM工藝的帶鋼長度分別為80-125 μm、60-70 μm和97-112 μm,初級枝晶間距分別為2-5 μm、2-3 μm和2-3 μm。
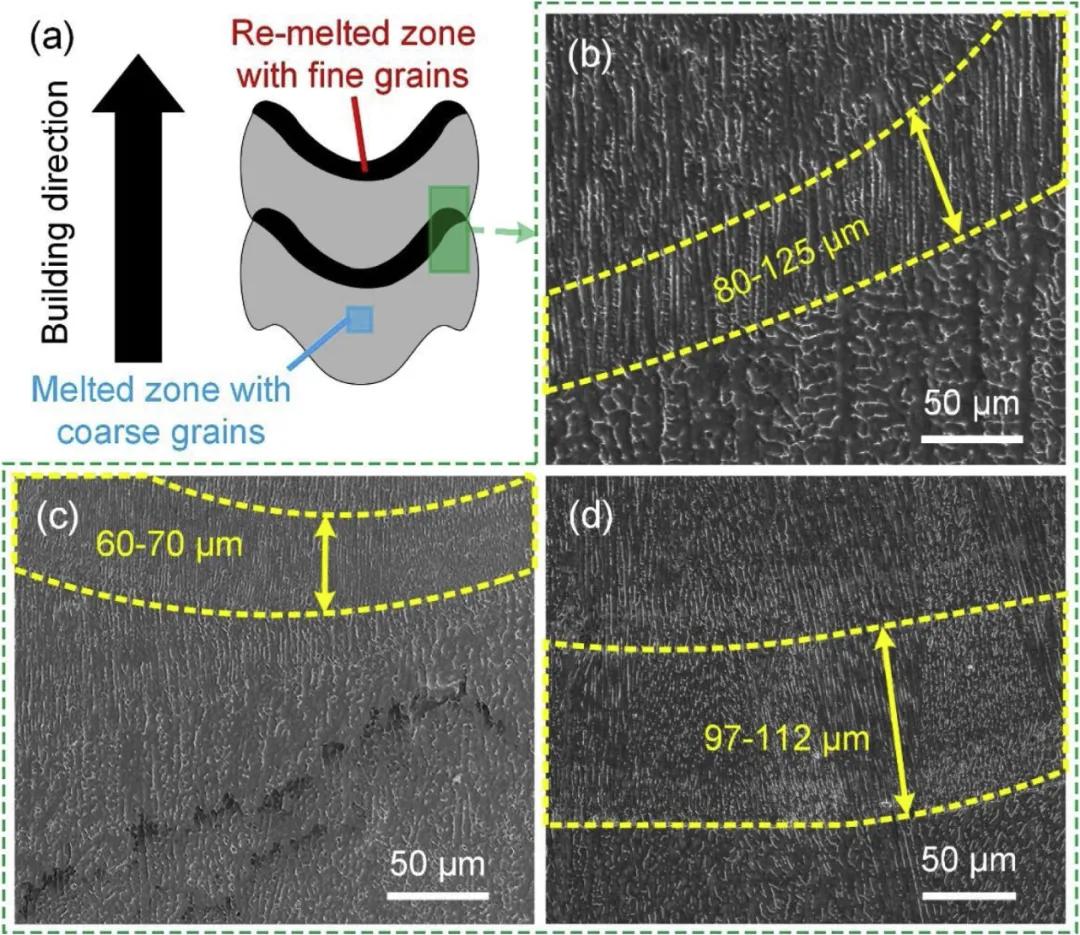
圖7 XOZ平面的微觀結構,(a)特征區示意圖,(b) WAAM, (c) LHAM, (d) O-LHAM。
不同工藝中δ相的形狀和含量不同。WAAM樣品的δ相為8 ~ 20 μm的粗島,含量為6.8%;LHAM樣品的δ相為半連續網絡,島狀尺寸為8 ~ 33 μm,含量為8.6%。O-LHAM樣品的δ相為1 ~ 6 μm的細島狀或顆粒狀,含量為3.4%。結果表明,O-LHAM工藝具有最佳的晶粒細化能力。
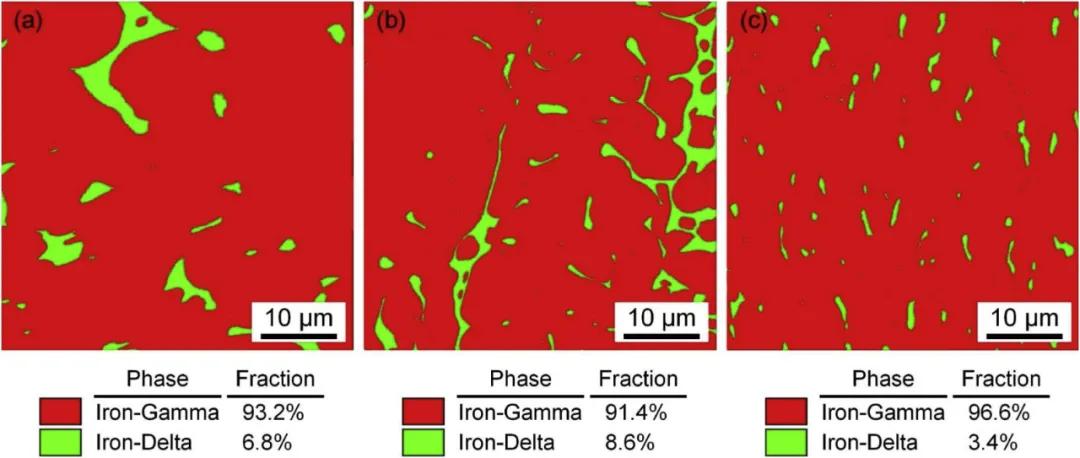
圖8 EBSD測試觀察相組成,(a) WAAM, (b) LHAM, (c) O-LHAM。
對于非平衡凝固,Guo et al等人聲稱通過抑制溶質再分布,γ相在非常高的冷卻速率下完全實現。由于目前研究的冷卻速率比選擇性激光熔煉的冷卻速率至少小兩個數量級,由于容易發生成分偏析,必然會形成δ相。
圖9 的實驗表明,對于WAAM過程(圖9a),較高的熱輸入(298 J/mm)導致凝固速率較低。因此,隨著溶質重新分布(如Cr、Mo),枝晶生長方向很容易偏離熱流方向。在冷卻過程中,枝晶間首先析出亞穩網狀δ相,當溫度達到兩相區時,δ相逐漸轉變為奧氏體。由于凝固緩慢,奧氏體有足夠的時間變粗,只有少數δ相未溶解,仍以島狀存在于奧氏體基體中。
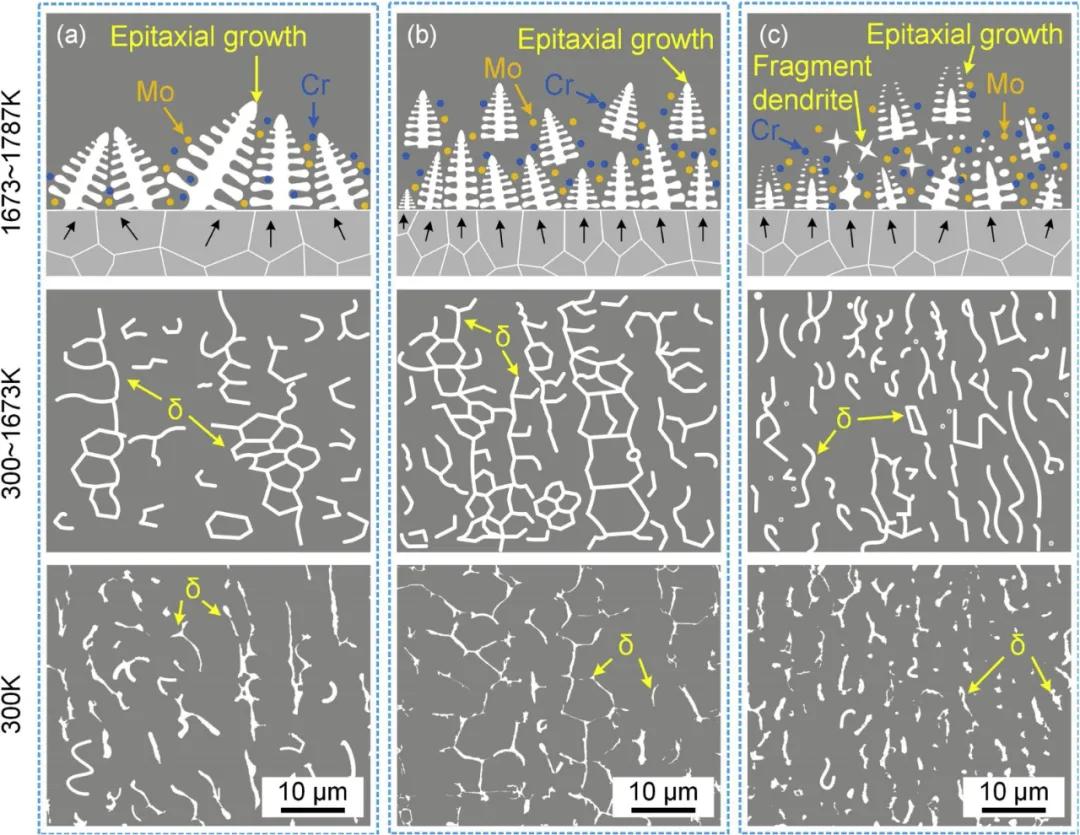
圖9 (a) WAAM、(b) LHAM和(c) O-LHAM的微觀結構演變,其中黑色箭頭表示晶粒生長方向。
對于LHAM工藝(圖9b),低熱量輸入(175 J/mm)導致快速凝固速率。這樣可以細化枝晶,并且枝晶的生長方向幾乎與熱流方向平行。此外,大部分精細亞穩網絡δ相凝固迅速,沒有時間繼續反應。它們保持在最終狀態,形成含量最高的半連續網狀δ相。
對于O-LHAM過程(圖9c),細晶生長方向與LHAM過程相似,但最初形成的枝晶被激光束振蕩破壞。它們破壞了亞穩態網狀δ相,促進了δ相的分散帶的形成。結果表明,O-LHAM樣品的微觀結構為細島狀、彌散粒狀δ相,δ相含量最低。
3.4 紋理
WAAM試樣在滾動方向(RD)有強烈的聚集傾向,極點圖(PFs)的中心在橫向(TD)和法向(ND)連接形成帶(圖10a-c)。
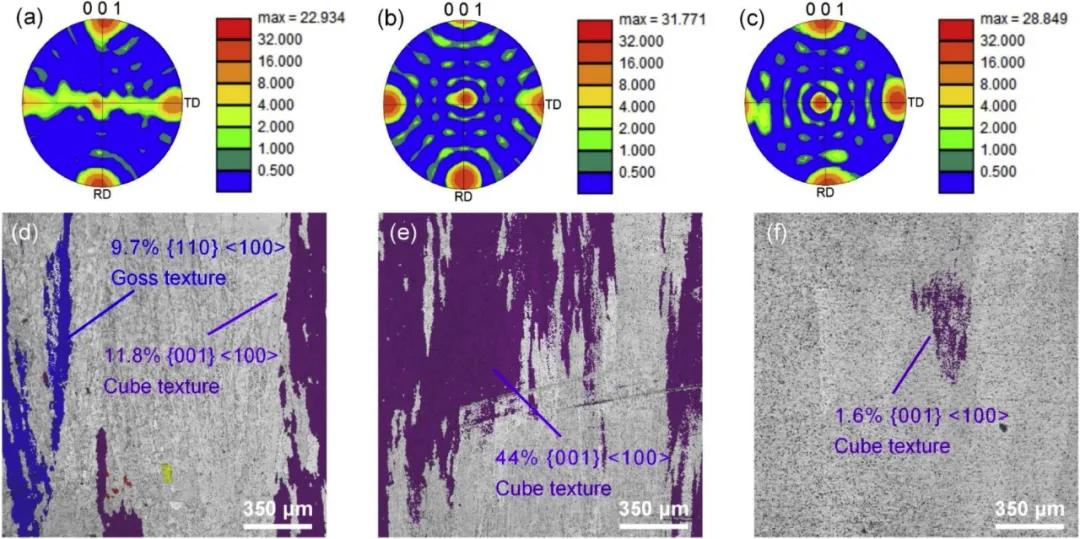
圖10 EBSD映射,PF (a) WAAM, (b) LHAM, (c) O-LHAM,和紋理分布(d) WAAM, (e) LHAM,和(f) O-LHAM。
通常,
對于WAAM工藝(圖9a和圖10d),由于凝固速率低,外延柱狀晶粒有足夠的生長時間偏離
對于LHAM和O-LHAM工藝(圖9b-c、10e-f),由于高凝固速率,柱狀晶粒生長幾乎平行于
對于O-LHAM過程,溫度場方向不再與熱流一致,因為光束振蕩會不斷地改變兩者。也就是說,
3.5 拉伸性能和斷口分析
如圖11a所示,WAAM樣品的最低水平極限抗拉強度(UTS)為536 MPa,最高垂直極限抗拉強度為622 MPa。而LHAM和O-LHAM樣品的UTSs在570范圍內穩定?580 MPa,顯示水平UTS增加,但垂直UTS減少。
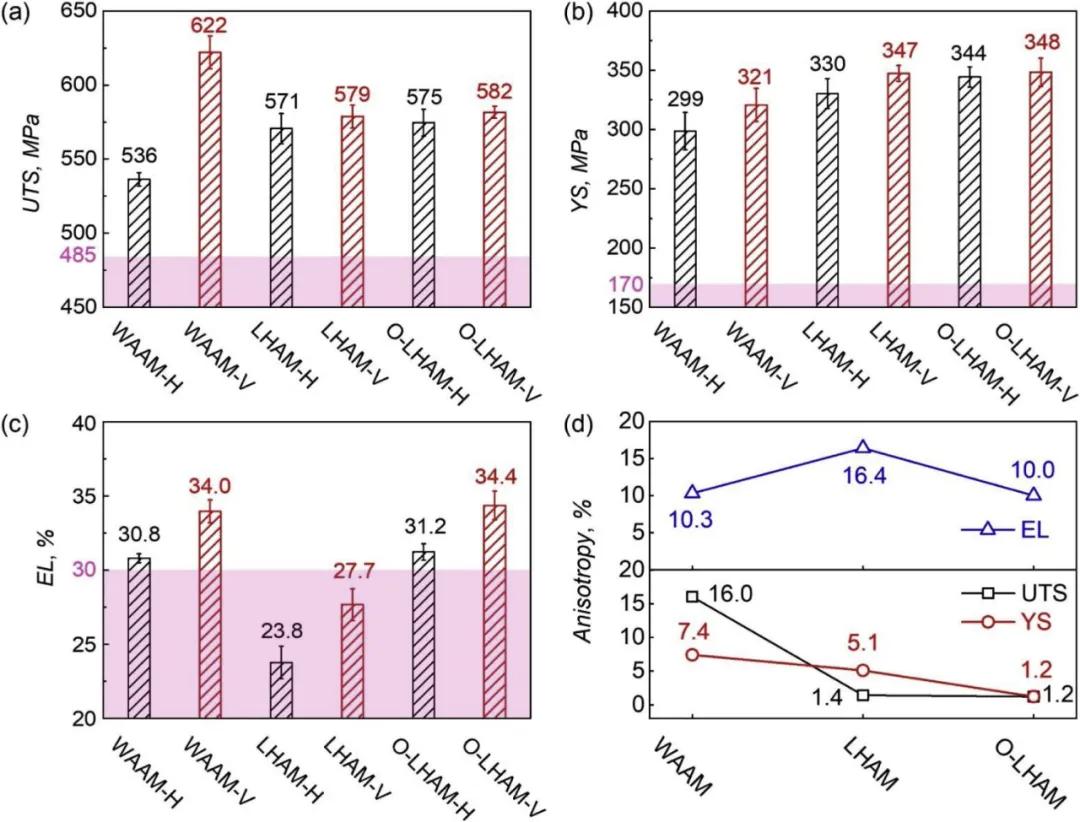
圖11 拉伸性能,(a) UTS, (b) YS, (c) EL和(d)各向異性,其中后綴-H、后綴-V和粉色區域分別表示水平方向、垂直方向和ASTM A479標準要求。
如圖11b所示,WAAM樣品的屈服強度(YSs)在水平方向(299MPa)和垂直方向(321 MPa)最低。然而,LHAM和O-LHAM樣品的YSs都有增加的趨勢。LHAM樣品的水平和垂直YSs分別為330 MPa和347 MPa。O-LHAM樣品在兩個方向上的YSs幾乎相等,即水平方向為344MPa,垂直方向為348 MPa。
如圖11c所示,WAAM樣品的水平和垂直伸長率(ELs)分別為30.9%和34.0%。LHAM樣品的ELs在水平方向為23.8%,在垂直方向為27.7%。O-LHAM樣品的ELs最高,水平方向為31.2%,垂直方向為34.4%。值得注意的是,LHAM樣品的EL最低,甚至低于WAAM樣品。上述觀察到的微觀結構表明,這可能是由于高孔隙率造成的,高孔隙率通過誘導應力集中和減少拉伸試驗期間的實際載荷面積而降低了塑性。
如圖11d所示,WAAM樣品的UTS和YS各向異性最高,分別為16.0%和7.4%。O-LHAM過程幾乎抑制了UTS和YS中的各向異性,兩者都降低到1.2%。此外,O-LHAM樣品的EL各向異性最低,為10.0%。
這些結果表明,O-LHAM工藝有利于降低拉伸各向異性,并具有更好的整體拉伸性能,因為梁振動加強了水平方向的最弱區域。此外,所有拉伸性能均高于ASTMA479的推薦標準,UTS為485 MPa,YS為170 MPa,EL為30%。
WAAM樣品的斷裂面無孔隙,并顯示出典型的韌性裂紋,其特征為深而小的韌窩,平均直徑為4.2μm,位于大韌窩內(圖12a–d)。LHAM樣品的斷裂面也呈現韌性斷裂,并以平均直徑為1.1μm的均勻小韌窩為特征(圖12e-h)。然而,大量鏈狀孔隙(0.1–0.6 mm)出現在LHAM樣品的斷裂面上。垂直樣品中出現少量解理。O-LHAM樣品斷裂面上的鏈孔消失(圖12i–l)。表面顯示韌性斷裂,其特征是平均尺寸為1.8μm的韌窩和垂直試樣中一些較小的解理。
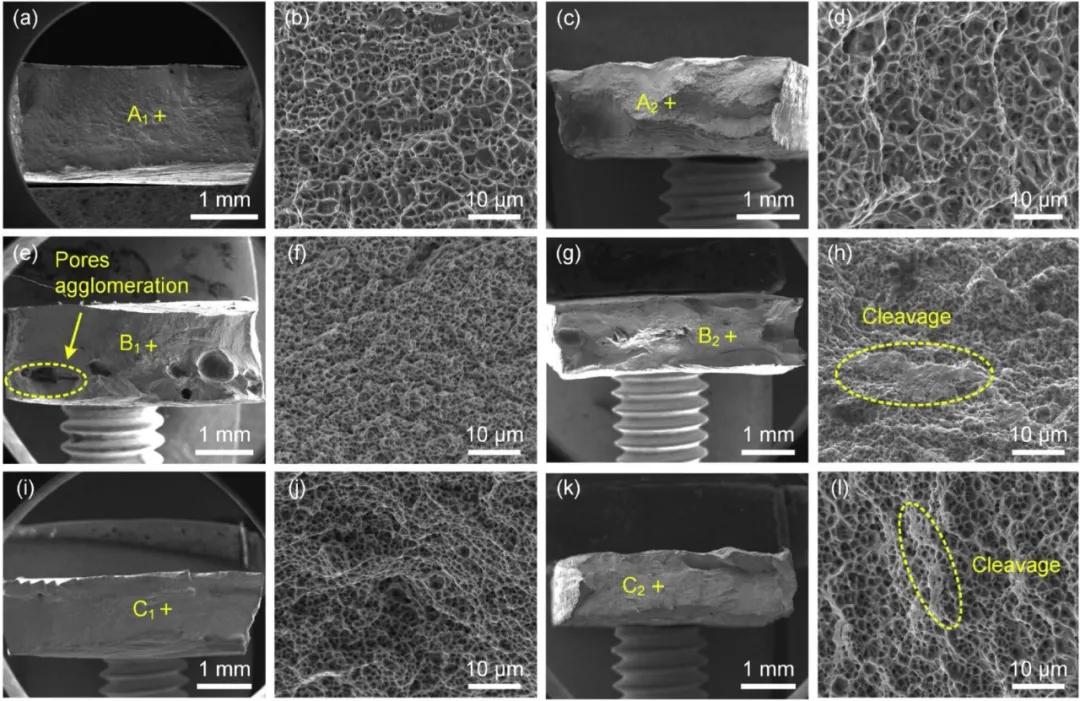
圖12 樣品的形貌,(a) WAAM水平方向,(b)面積A1的細節,(c) WAAM垂直方向,A2 (d)的詳細信息區域,(e) LHAM水平方向,B1 (f)的詳細信息區域,(g) LHAM垂直方向,B2 (h)的詳細信息區域,(i) O-LHAM水平方向,C1 (j)的詳細信息區域,(k) O-LHAM垂直方向,(l) C2區域的細節。
一般來說,金屬的強化主要有四種方式:加工硬化、固溶強化、沉淀強化和細晶強化。對于AM工藝,由于重復熱循環,織構、晶界(GB)斷裂模式和冶金缺陷在強化中也起著重要作用。在本研究中,由于沒有塑性變形,因此無法進行加工硬化。固溶強化對這三種工藝的影響是相同的,因為它們使用相同的填充絲。
因此,這三種工藝之間拉伸性能的差異取決于以下五個因素:
(1)細晶粒強化,其中晶粒尺寸越小,拉伸性能越好;
(2)沉淀強化,其中第二相顆粒的條狀或顆粒狀傾向于改善鋼的拉伸性能,但網絡(尤其是沿晶界沉積的連續晶體網絡)傾向于減少它們;
(3) GB的斷裂模式,當拉伸平行于柱狀晶界時,斷裂以滑動模式為特征。這通過延遲裂紋擴展來提高拉伸性能。否則,這是一種開放模式,拉伸性能降低;
(4)織構的影響,{001}
(5)冶金缺陷的影響,其中孔隙通過內應力集中降低拉伸性能。
基于這五個因素,O-LHAM拉伸性能的改善可以解釋如下。
對于WAAM樣品(圖13),滑動斷裂模式和
圖13 WAAM試樣的裂紋過程,不同的顏色代表不同的晶粒取向。
對于LHAM樣品(圖14),晶粒細化有利于拉伸性能的提高。相反,{001}
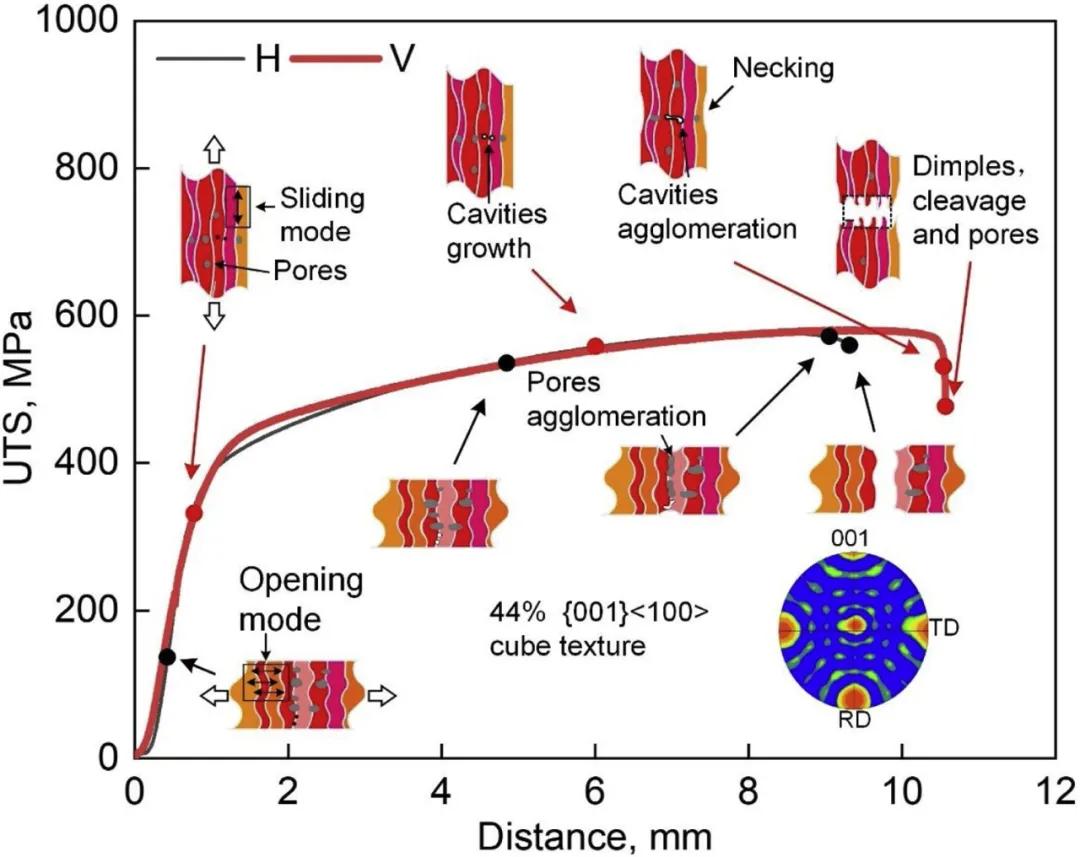
圖14 LHAM試樣的裂紋處理。
由于晶粒尺寸的類似變化,O-LHAM樣品(圖15)與LHAM樣品具有相同的強化機制。因此,它比WAAM樣品具有更好的拉伸性能。此外,光束振蕩抑制了孔隙率,降低了{001}
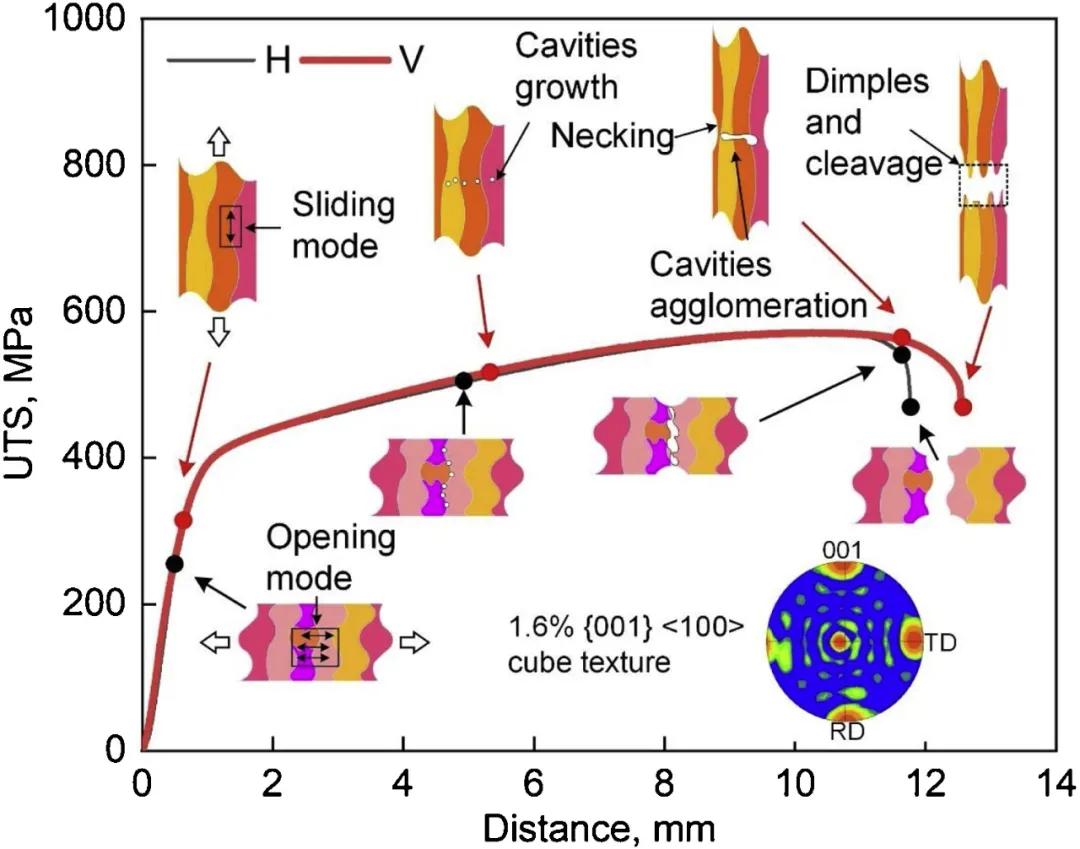
圖15 O-LHAM樣品的裂紋處理。
為了清楚地表達研究結果,表2總結了WAAM、LHAM和O-LHAM工藝之間的差異。
表2
4. 結論
(1) 開發了一種新的增材制造方法,稱為振蕩激光-電弧混合增材制造(O-LHAM),以提高樣品表面精度,保持高沉積效率,并產生足夠的拉伸性能。
(2) O-LHAM樣品的表面粗糙度和最小加工裕度均降低至制造的線弧增材(WAAM)樣品的20%,因為激光-電弧協同效應在高沉積速度下穩定了電弧熔滴過渡。
(3) 對于無光束振蕩的激光-電弧混合增材制造(LHAM)工藝,由于不穩定的小孔尖端坍塌,樣品孔隙率達到24%。然而,對于O-LHAM過程,由于周期性振蕩的光束“捕獲”了熔池中的氣泡,因此可以有效地抑制樣品的孔隙率。
(4) 由于束流振蕩引起的攪拌效應,O-LHAM樣品中的δ-鐵素體相由WAAM樣品的粗島和半連續網絡轉變為細粒或島狀,其含量僅占WAAM樣品的3.4%,僅占WAAM樣品的一半。
(5) 由于溫度梯度和熱流的周期性變化,在光束振蕩下,O-LHAM樣品的bad{001}
(6) 與WAAM樣品相比,通過將水平UTS從536增加到575 MPa,將垂直UTS從622減少到582 MPa,將YS從299增加,O-LHAM樣品具有最佳的均勻拉伸性能和最低的拉伸各向異性?321兆帕至344兆帕?348MPa,并保持延伸率在30%以上。
來源:
Laser-arc hybrid additive manufacturing of stainless steel with beamoscillation,Additive Manufacturing,doi.org/10.1016/j.addma.2020.101180
參考文獻:A. Takeyuki, S. HiroyukiLayer geometry control for the fabrication of lattice structures by wire andarc additive manufacturing,Addit. Manuf., 28 (2019), pp. 639-648,C. Zhang, M. Gao, J. Yan, X.Y. ZengWorkpiece vibration augmented wire arc additive manufacturing of high strengthaluminum alloy J. Mater. Process. Tech., 271 (2019), pp. 85-92
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們

