






1
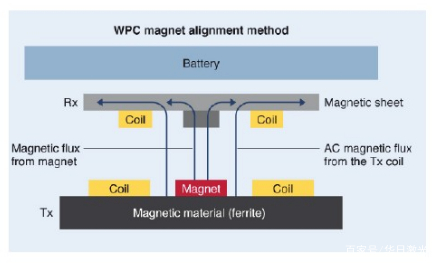
什么是鐵氧體材料?
鐵氧體是一種含有鐵元素的復合氧化物材料。隨著20世紀40年代無線電技術的發展,鐵氧體磁性材料由于具有高電阻率、較強的介電性能以及在高頻時具有較高的磁導率等優點,得到了廣泛的應用。
2
激光切割:鐵氧體加工的新趨勢
激光誕生于20世紀60年代,經過50多年來的發展,已經成為了現代信息社會光電子產業的重要支柱。激光加工作為一種先進制造技術,實現了光、機、電技術相結合,目前正處于向傳統制造技術工藝過程積極滲透的階段[5-6],已廣泛應用于汽車、電子、電器、航空、冶金、機械制造等國民經濟重要部門,對提高產品質量、勞動生產率和自動化,減少材料消耗,實現零污染等起到越來越重要的作用。
激光切割具有許多優點:
★ 縫窄(0.11 mm~0.15 mm),節省材料;
★ 工件熱變形小;
★ 只需定位而不需夾緊、劃線,工件無機械應力及表面損傷;
★ 能切割脆性材料和極軟、極硬的材料;
★ 切口平行度好、切邊潔凈,可直接用于焊接;
★ 切割速度高(可達10 m/min以上);
★ 易于實現數控或計算機控制,并可多工位操作等。
3
新型激光加工工藝方案
光學系統的特光學系統是激光加工的核心,高性能的激光器和配套光學組件確保了光斑均勻性和加工性能,實現了良好的加工效果。
1) 光學系統
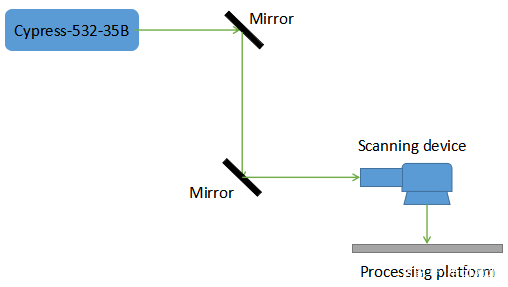


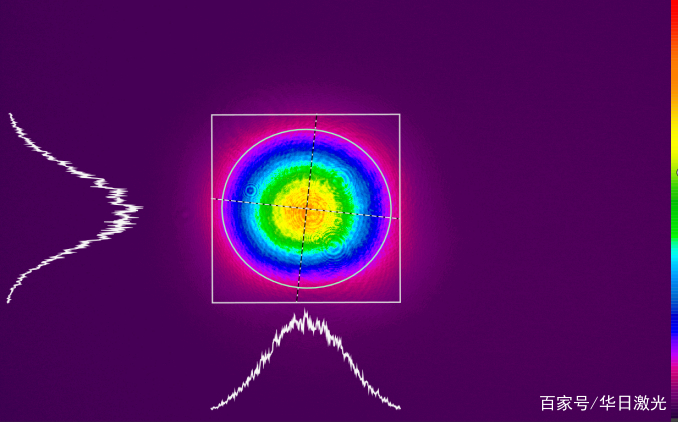
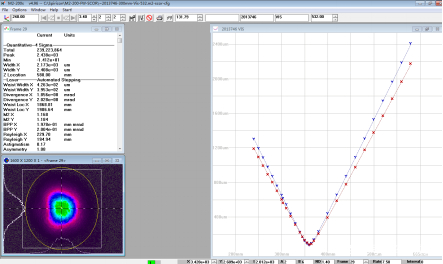

表1 工藝參數表

采用華日激光C系列35 W綠光激光器對鐵氧體隔磁片進行切割加工,制定的參數為重復頻率在100-250 kHz,脈寬在0.5-1.0μs,掃描速度在2500-3000 mm/s,加工次數為80-100次,CT時間在2 min左右。
4
結論
通過上圖,我們可以看到,采用該套工藝參數,華日C系列35 W綠光激器對鐵氧體隔磁片的切割效率快,切割效果佳,切割邊緣有輕微的熱影響,如圖8所示。

參考文獻
[1] 李萌遠,李國棟.鐵氧體物理學.北京:北京出版社,1978.
[2] Tsang-Tse Fang,Hwang J B,Shiau F S.Conductivity mecharism of La3+doped M-type calcium ferrite[J]. Journal of Materials Science letters,1992,11(18):1217~1218.
[3] 陳新,張桂香.電磁感應無線充電的聯合仿真研究[J].電子測量與儀器學報2014,28(4):434-440.
[4] 陳德清.電動汽車無線充電系統損耗分析及結構優化[D].北京:中國科學院大學,2015.
[5] 邱小林.激光熔覆TiC金屬基陶瓷涂層的研究[J].熱加工工藝,2006,35(10):19-22.
[6] 唐英,楊杰.激光熔覆鎳基粉末涂層的研究[J].熱加工工藝,2004,(2):16- 17.
[7] Fomin V M,Malikov A G,Orishich A M,et al.Similarity of Heat Fluxes upon Laser Oxygen Cutting of Steel [J].TECHNICAL PHYSICS(S1028-3358),2011,436(2):184-187.
[8] 洪蕾,米承龍,李力鈞.底部氣流對CO2激光切割硅鋼切口質量的影響[J].光學學報,2008,28(3):522-527.HONG Lei,MI Cheng-long,LI Li-jun.Influence of Gas Flow under Workpiece in CO2Laser Cutting Silicon Steel[J].ACTA OPTICA SINICA,2008,28(3):522-527.
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀
























 關注我們
關注我們

