


激光在顯示器制造中的應用③:玻璃蓋板和鏡片切割
COHERENT 超短脈沖(USP)雷射和成絲技術可為玻璃和藍寶石切割 帶來出色結果。結合使用先進的光學器件,您可以針對特定加工任務進行精確的工藝優化。
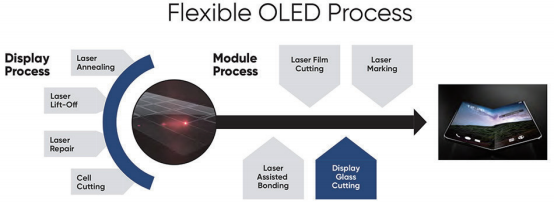
手機和其他行動裝置的最終生產步驟之一是在顯示器上放置一個玻璃蓋板,并在鏡頭上安裝防護鏡片。為了實現經濟高效的生產,這些元件都必須以較高的機械精度從大面幅材料上以最終形狀快速切下。
這種切割產生的表面粗糙度和殘余應力是一個重要的考慮因素,因為它們會影響最終零件的抗碎裂性能。碎屑也是一個考慮因素,因為這可能需要額外的清潔步驟來進行清除。另一件重要的事是,要避免在切割過程中損壞元件上的任何涂層或其他功能層。
基于成絲技術的超短脈沖(USP)雷射切割可滿足所有這些要求。但具體的實施方式取決于工藝細節和生產經濟性。關鍵因素包括鏡片材料和厚度、切割長度和形狀以及必要的產出速度。
USP 雷射可用于玻璃切割
當今行動裝置中使用的大多數玻璃蓋板都是化學強化鹼鋁硅酸鹽玻璃(如 Gorilla? 玻璃)、熱強化鈉鈣玻璃或類似材料。柔性顯示器的玻璃蓋板厚度通常約為 0.5 mm。可摺疊顯示器的玻璃蓋板可以薄至 30μm。
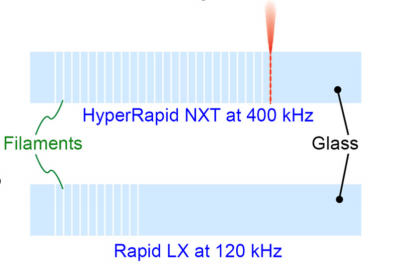
要決定如何在此類零件上應用成絲切割,首先要考慮的是雷射重復頻率。這是因為在成絲切 割中,激光束在零件表面上移動,每個脈沖(或突發脈沖)都會產生一個細絲:一個貫穿玻璃的孔。目標是要在玻璃上生成一系列間距基本均勻的穿孔(間距通常約為 50μm)。隨后,在穿孔處產生應力以將這些孔轉變為連續裂紋,這將使零件分離。通常該工藝使用 Coherent 二氧化碳雷射沿穿孔線產生高度區域化的熱應力。
雷射重復頻率越高,光束在玻璃表面上移動的速度就越快,從而能夠以特定間距打孔。因此,對于切割顯示器玻璃蓋板等大型零件來說,Coherent 的 HyperRapid NXT(重復頻率最高 400 kHz)的工作速度比 Rapid LX(重復頻率最高 90 kHz)快三倍,即使這兩種雷射 每脈沖輸出相同的能量,但 HyperRapid NXT 比 Rapid LX 更高頻率、速度更快。
因此,如果產出速度至關重要,則HyperRapid NXT 是首選。但是在某些情況下,產量或整體工藝會受到載臺移動或光束轉向的限制。如果這些使雷射無法以最高重復頻率運行,那么HyperRapid NXT 就無法發揮其全部優勢。在這些情況下,Rapid LX 有可能實現完全相同的切割質量和產量。
藍寶石切割
大多數手機都會使用小的圓形藍寶石鏡片保護鏡頭。藍寶石非常堅硬且耐刮、耐磨。它也很昂貴,這就是為什么把它做得很小的原因。
成絲工藝可輕松切割藍寶石。但是,由于這些部件很小而且是圓形的, Rapid LX 通常是最 佳選擇,因為它具有較低的重復頻率和較低的成本要了解具體原因,您需要了解有關成絲技 術實際操作的其他信息。
要使這種技術發揮作用,激光束進入鏡片時必須垂直于零件表面。因此,聚焦光學器件通常是固定的,而工件則隨載臺移動。這種應用中不會使用掃描器,因為它們會導致光束在要 切割的某些零件的表面上成一定角度進入。
快速切割小的圓形藍寶石鏡片意味著載臺必須不斷地加速、減速。零件越小,加速度就越大。當然,載臺所能產生的加速度是有限的。一般來說,它們的速度無法滿足以 400 kHz 工作的雷射的需求,也不能產生具有所需間距的細絲。這意味著雷射不得不以較低的重復頻率運行。這使得 Rapid LX 成為優異的選擇。
COHERENT 專注于切割質量
用于成絲切割的光束傳輸光學器件與激光源本身一樣重要。Coherent 開發了自己的一系列聚焦光學器件,每一種都能給不同的應用帶來出色的結果。
例如我們的“標準”SmartCleave 聚焦光學器件可處理厚度最大1.8 mm 的基板 這涵蓋了大多數顯示器切割應用。我們還有一個鏡頭( SmartCleave Advanced LongFi)的光束輪廓經過了專門優化,可以切割厚度最大3 毫米的零件。這將產生不同的切割特性,取決于確切的零件厚度,因此了解所涉及的權衡非常重要。
此外,在處理薄零件方面,我們擁有專門用于切割超薄( < 1 mm )玻璃不可少的光學器件,這種玻璃對于可摺疊顯示器而言至關重要。 SmartCleave 低損傷光學器件可降低聚焦區域內的峰值功率密度。這犧牲了制造更長細絲的能力,但會在進入側產生更小的熱影響區和更平滑的紋理。盡可能降低表面粗糙度對于超薄玻璃尤為重要,因為它會直接影響彎曲強度 。
如果您查看 USP 激光器制造商的數據表,您可能會簡單地認為更高的功率會產生更快或更好的結果。但事實并非如此。而且,即使選擇了最好的雷射,它也仍然必須以正確的方式聚焦到零件上。您需要依靠擁有多年激光玻璃切割經驗和數百次實際安裝經驗的供應商,才能獲得正確的玻璃切割配置。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

























 關注我們
關注我們

