






隨著對數字化、流程模擬、設計和控制工程的不斷研究和改進,過程自動化產品也在定期重新設計和開發。技術創新,例如現在的快速成型制造,為傳統的減法制造方法帶來了許多新的機遇。在本案例研究中,看看德國閥門企業SAMSON是如何應對開發采用快速成型技術制造的壓力設備產品線時所面臨的挑戰。
歐洲壓力設備指令
與容器、管道或非燃燒壓力容器類似,閥門和最終控制元件如果承受的最大允許壓力大于7.25 psi(0.5bar),則被歸類為 “壓力設備”。壓力設備制造商必須確保其產品的安全性,同時保證歐盟市場的公平競爭。
與美國的ASME鍋爐和壓力容器規范 (BPVC)一樣,歐洲壓力容器制造商必須遵守歐洲壓力設備指令 2014/68/EU (PED),該指令規定了歐盟制造商的相關制造要求。具體的產品要求見協調產品標準,如工業閥門的 EN 16668、金屬工業管道的 EN 13480 或未燃燒壓力容器的 EN 13445。
這些標準通常會在適用時參考其他支持性協調標準。標準要求適用于材料特性和制造程序。對這些制造程序規定了定期審查和審核。某些危險分類(PED 類別 I 至 IV)的產品還必須通過適用的附加組織(稱為指定機構組織)的認證,并貼有 CE 標志才能進入歐盟市場(類似于美國的 UL 認證)。
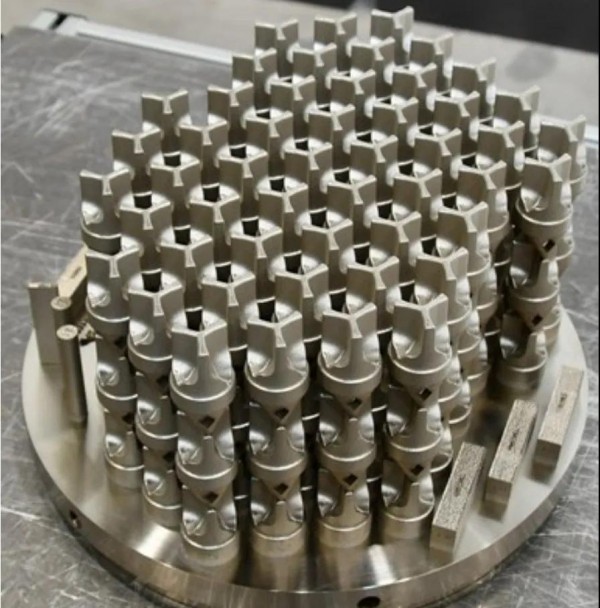
圖1 中型閥芯的三層印刷(150 件)(圖片來源:SAMSON)

圖2 高負荷閥門裝飾件,如分流板。(圖片來源:SAMSON)
材料挑戰
設計人員和制造商通常會根據標準要求為某個部件選擇材料。這可確保所選材料符合相關標準中規定的適用安全要求和技術特性,例如確保壓力設備的尺寸符合 PED 或 ASME BPVC 所要求的基本安全要求。然而,統一材料標準并不涉及可能影響材料特性的制造程序(如焊接、成型),也不涉及材料是否適合特定設備或終端應用。
這些問題必須由制造商和客戶根據自己的需求分別進行評估。在出口產品時,使用統一的材料可以帶來巨大的好處,確保產品符合不同司法管轄區的規范。然而,使用快速成型制造方法面臨的主要挑戰之一是,目前還沒有針對快速成型制造材料的統一標準。
材料的化學成分由所用原料(金屬粉末)決定。而金屬的分子結構和機械性能則取決于用于制造坯料(半成品)的添加劑制造程序。因此,根據 PED 的規定,所有制造添加劑制造坯料的人都被視為材料制造商。而那些將快速成型坯料進一步加工成成品部件或待售最終產品的人,則被視為快速成型壓力設備的設備制造商和分銷商。這與制造鑄件所涉及的工藝鏈相當。因此,其他符合 PED 的解決方案必須適用于 PED 意義上的統一材料和成品。
整體工藝要求
解決缺乏標準問題的一種方法是,對于未在統一材料標準中引用的材料,采用 PED 規定的替代解決方案。在這種方法中,材料是根據特殊材料評估(PMA)進行鑒定的。prEN 13445-14(標準草案)、DIN TS 17026(DIN 是德國標準協會)以及 EN 764-4 和 EN 764-5 水平標準提供了額外支持。如下所述,SAMSON 已選擇采用這種方法。
PMA 由 SAMSON 作為設備制造商為其使用的每種快速成型材料簽發。除了對基本材料系數的要求外,PMA 還包含與材料、材料制造商、產品類型、形狀以及具體測試和取樣相關的更多數據。
要使用標準化 PMA 協調添加式制造材料,需要參考制造添加式制造坯料的材料制造商的材料規格,制造商必須通過出具特定產品測試證書(根據DIN EN 10204標準的3.1檢驗證書,或與指定機構合作:根據 DIN EN 10204 標準的3.2檢驗證書)來確認和記錄材料規格的符合性。
希望執行該程序的添加劑材料制造商應通過ISO 9001認證,并擁有經過認證的質量管理系統,該系統已通過材料的特定評估,例如,符合PED附件I (4.3)。此外,材料制造商的認證范圍必須涵蓋基本的材料規格和制造程序。這樣,材料規格就可以與統一材料標準一樣來看待或使用,而在本例中,統一材料標準還不存在。
在整個生產過程中,材料制造商必須確保成品的可追溯性,直至所使用的原料批次。在本示例中,SAMSON 公司從資格鑒定和認證流程的一開始就將坯料制造商(材料制造商)和壓力設備制造商(設備制造商和經銷商)明確分開。
這使得SAMSON能夠從獲得 PED 認證的材料制造商處采購快速成型坯料,并進一步加工該坯料,然后作為獲得 PED 認證的設備制造商進行銷售。
由于SAMSON同時也是獲得認證的添加劑材料制造商,因此該公司可以在內部管理從采購金屬原料到交付成品閥門的整個流程。
根據PED第 4 (3) 條的規定,制造商只能銷售表壓極小或壓力和體積極低的壓力設備,前提是該設備的設計和制造符合合理的工程實踐。
在大多數閥門應用中,壓力設備都超出了這一危險等級,這意味著設備制造商必須確保設備的設計和制造符合PED附件 I 中規定的基本安全要求。
為實現合規性,設備制造商必須提供附件 III 中提及的所有技術文件,并執行PED第 14 條中提及的所有相關合規性評估程序。
在成功完成這些程序后,制造商必須起草一份歐盟合格聲明,并在設備上貼上CE標志,表明該設備已通過相關指定機構的認證。
適用于壓力設備的具體符合性評估程序取決于其危險等級分類(按危險等級遞增的 I 至 IV 類)。
實施
對于批量生產的制造商來說,由于需要投入大量的工作和資金,根據指定機構的單個設備驗證(模塊 G)來評估符合性是沒有意義的。如果采用快速成型技術生產的產品與傳統制造的產品屬于同一類別,那么即使是小批量生產,在經濟上也是可行的。

圖3 DN50 PN40閥門、閥體和閥蓋的快速制造試驗批量。(圖片來源:SAMSON)
為進行初始認證,SAMSON 決定以添加式制造的 3251-AM 型高壓閥門對其 3251 型高壓閥門進行認證,該閥門已在市場上得到廣泛認可。

圖4 增材制造樣品的示例(圖片來源:SAMSON)
3251 型標準閥門的 DIN 和 ANSI 尺寸范圍為 DN 15 至 500/NPS ? 至 20,壓力等級為 PN 16 至 400/CL 150 至 2500。H 模塊符合性評估程序適用于 3251 型閥門,它涵蓋的壓力設備危險等級可達 III 類。
因此,新型 3251-AM 型也采用了相同的 H 模塊符合性評估程序,其閥門尺寸可達 DN 100/NPS 4,壓力等級可達 PN 400/CL 2500;該設備已通過 TüV-SüD Industrie Service GmbH 認證(認證機構編號:0036)。
合格評估包括設計、制造和測試。除了對該閥門類型進行風險和危險評估以及采用較高安全系數進行相關強度計算外,SAMSON 還為初始樣品和試驗批次資格鑒定制定了全面的檢查和測試計劃。這些 ITP 是坯件、成品部件和完整閥門組件的檢驗準則。
除強度計算外,還包括以下內容:
-有限元模擬和 CFD 模擬
-側面樣品和初始樣品的破壞性測試
-初始樣品和中試樣品的無損檢測
-坯件和成品部件以及預組裝閥門的尺寸檢查
-功能測試、泄漏測試、閥座泄漏測試和水壓強度測試
-流量和聲壓在較高壓降下進行液位測量
-檢查制造要求和標記
-檢查測試文件
除無損檢測外,我們還特別關注從初始樣品上不同位置取樣進行破壞性檢測。在增材制造的關鍵部位(如關鍵懸臂)和不同的制造高度上取樣。
將初始樣品的測試結果與印制板上的側面樣品和印制材料的材料規格進行比較,并進行相應的評估。
同時,還必須為使用快速成型材料制造的設備制定并實施指導方針、文件化程序、工作和測試說明以及協議。此外,還起草了接口文件,詳細說明了材料(毛坯)制造商應滿足的要求。
SAMSON公司的工作重點是質量保證措施,包括壓力設備的設計、制造、最終驗收和檢驗,因為質量保證系統的評估和認證——并最終獲得指定機構的批準——對于模塊 H 的實施至關重要。
必須為新的添加劑材料創建、修改和鏈接完整的技術研發文件,其中包括材料規格、材料數據表、壓力—溫度表、安裝和測試說明以及設備銘牌的標記指南。
研發、銷售和客戶的接口文件(如數據表、安裝和操作說明)以及SAMSON的內部銷售訂單處理程序也必須進行調整。
結論
本案例證明,在經驗豐富的認證機構(本案例中為TüV 南德意志集團工業服務有限公司)的支持下,坯料和半成品的增材制造以及壓力設備部件的市場化是一條可控的可行之路。然而,除了獲得壓力設備制造商和分銷商的認證外,還需要投入大量的時間和資金來獲得特定快速成型材料制造商的認證。
去年年底,SAMSON成功完成了這些認證程序:該公司是經認證的快速成型坯料材料制造商,并獲得了制造、銷售和營銷符合壓力設備指令 2014/68/EU 附件 III 模塊 H 的快速成型壓力設備的認證。合規性評估程序所使用的依據在合規性聲明中進行了說明。
SAMSON 所采取的上述方法可被視為在快速成型制造標準出臺之前的權宜之計,但所有公司也必須確保其程序符合其制造的所有產品的所有監管、法定、應用和其他要求。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀

























 關注我們
關注我們

